Содержание
Аппараты для сварки профильных труб
Выполнять соединение металлических труб можно с помощью двух основных видов аппаратов:
Каждая из них имеет свои преимущества и недостатки. Принято считать, что газовая сварка более универсальная в своем применении. Она может справиться с самыми разнообразными задачами и различными типами металла. Но такой тип сварочного аппарата не каждый может себе позволить.
Более распространенным типом считается обычная дуговая сварка. Поэтому все, что потребуется для успешного крепления профильных труб:
- учитывать толщину стенки изделия;
- подобрать оптимальный диаметр электрода;
- выставить правильное напряжение на аппарате.
3 Газовая сварка – основные техники и тонкости процесса
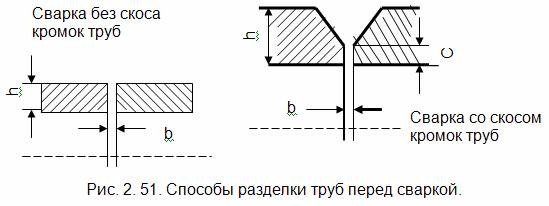
Данный вариант соединения профильных изделий менее распространен, чем рассмотренный выше, так как шов, получаемый в процессе сваривания, характеризуется недостаточно качественными механическими свойствами. При газовой сварке кромки разогреваются в газокислородном пламени, после чего происходит заполнение зазора между трубами. Как и при использовании дуговой методики, кромки необходимо очистить от грязи, а затем сделать их скос (если стенки имеют толщину от 3,5 мм и выше).
Для этого вида сварочных мероприятий обычно используют кислород или ацетилен. Газовая сварка рекомендована для соединения трубных изделий, имеющих стенки малой толщины. Решив применять именно газосварочное оборудование, не забудьте запастись специальной сварочной проволокой, чей состав идентичен составу свариваемой трубы, а также флюсом, которые требуется для уменьшения окисления металла. Флюс предохраняет металл от агрессивного влияния воздуха, создавая на поверхности расплава тонкую пленку.

Существуют две техники выполнения сварки с применением газового аппарата:
- Шов делается слева направо. Данная схема гарантирует минимальный расход газа и высокую продуктивность работ. Суть ее состоит в том, что присадка направляется за горелкой с пламенем, воздействующей на сваренный участок шва. Техника подходит для труб со стенками более 5 мм.
- Шов справа налево. Схема обеспечивает аккуратный вид шва, рекомендована для тонкостенных труб. В этом случае присадочный материал идет перед горелкой, которая нацеливается на кромки изделий.

Контактная сварка отлично демонстрирует себя в любых монтажных и погодных условиях, после нее получается очень качественный и стабильный шов, но выполнять эту процедуру могут исключительно подготовленные специалисты. В домашних условиях использовать ее практически нереально. Поэтому описывать подробно контактную сварку мы не будем. Скажем лишь то, что ее принцип основывается на нагревании электротоком профильных труб без применения каких-либо специальных присадок.
Особенности процесса
Сразу следует заметить, что профильные трубы для сваривания очень удобные:
- Они изготовлены со стандартными размерами, поэтому их легко совмещать.
- Разновидности сечений дают возможности выбрать деталь для всякого строения.
- Равномерность толщины металла.
- Сварка профильных трубопроводов своими руками проводится с ровненькой кромкой и гладкою поверхностью.
Трудности, которые возникают
- При нагревании заготовки меняют конфигурацию.
- При соединении торцов появляются места высокого напряжения в местах углов углах.
- Частично может перекрываться просвет трубопрокатного изделия застывшим после раскаливания металлом.
Технологические способы избежать прожога
Каждый из нижеперечисленных вариантов основан на способах предотвращения достижения критически высоких температур сварочной ванны, при которых возникает прожог.
Подбор оптимальных режимов сварки
В домашних работах наиболее распространенные профили имеют толщину 1,5-2,0 мм. В качестве применяемых электродов используются с диаметром стержня 2,0-3,0 мм
Для исключения прожога важно выбрать правильно величину сварочного тока, повышенное значение которого как раз приведет к перегреву ванны

Сделать это не так просто. Существуют следующие рекомендации для подбора базовых значений:
- при сварке электродом диаметром 2,0 мм на инверторе устанавливают силу тока примерно 60 А;
- для сварки профиля электродом диаметром 3,0 мм рекомендуется использовать ток 80 – 90 А.
Окончательные рабочие значения сварочного тока сварщикам-любителям лучше выбрать через проверку режимов на опытных образцах. Пока нет соответствующего опыта, следует работать на меньших токах для исключения прожогов независимо от наличия большего количества залипаний электрода. Со временем с набором опыта соединение профилей будет производиться без них с хорошим проваром шва.
Использование короткой дуги для сварки профиля
Длина дуги оказывает существенное влияние на разогрев зоны сварочного шва. Тепловое излучение от длинной дуги охватывает большую площадь поверхности, расположенную непосредственно около сварочной ванны. Это увеличит количество тепла, подводимого в зону сварки, что будет способствовать риску возникновения прожога. Сварка короткой дугой уменьшит вероятность образования этого дефекта.

Сварка со сменой места приложения электрода
Такой метод еще называют сваркой в «разброс» (разнос, разбой). Смена места приложения электрода ограничивает возможность разогрева сварочной ванны, так как каждый новый шов образуется на свариваемых кромках, не нагретых проведением предыдущей технологической операцией. Если использовали подбор режимов на образцах, то вероятно определили длину шва до образования прожога. Выполняя сварку профиля в «разброс» участками шва такой длины, мы получим сплошной сварочный шов без прожогов.
Сварка профиля прихватками с промежутком времени для охлаждения
Такой способ требует частого повторного поджига электрода, поэтому к данной технологии сварки наиболее применимы расходные материалы с рутиловым покрытием. За счет определенного интервала времени между прихватками, сварочная ванна успевает отдать часть своей тепловой энергии в окружающую среду, что снижает ее общий уровень нагрева. Прихватки следует выполнять с небольшим перекрытием. Этот способ хорошо зарекомендовал себя при использовании в тавровых сварочных соединениях профильных труб. Качественный шов без прожогов получается в любых пространственных положениях таврового соединения — вертикальном, нижнем, потолочном.
Как избежать прожога при сварке профилей с зазором
Обычно конструкцию из профильных труб для сварки подгоняют так, что она полностью соответствует чертежу, то есть практически без зазоров между профилями. В некоторых случаях это бывает сделать невозможно, и зазор доставляет дополнительные трудности для получения качественного шва без прожога. При наличии зазора свариваемые кромки тонкостенной профильной трубы быстрее расплавляются, не образуя между собой соединения.

Существуют технологические способы сварки профилей с зазором с использованием перераспределения тепловой нагрузки сварочной ванны в зависимости от возможностей теплопередачи свариваемых заготовок. Так, например, при сварке Т-образной конструкции из профилей соприкасающаяся сечением труба будет больше нагреваться, чем цельная с большим количеством металла, воспринимающего тепловую нагрузку. Тонкостью такой сварочной операции будет смещение электрода в сторону цельной трубы (собственно поджиг должен осуществляться на ней с последующим смещением в сторону другого профиля). Большая теплоотдача цельной трубы и более длительное нахождение электрода на ее поверхности будет снижать риск образования прожога.
Отличия плазменного генератора Горыныч от ближайших аналогов
- Одним из основных отличий данного устройства от аналогичных является его высочайшая экологичность. Выделение вредных или токсичных веществ во время работы равняется нулю. Более того, во время интенсивного испарения воды воздух насыщается кислородом.
- Следует отметить также большую рабочую емкость пистолета. Всего в него помещается порядка 100 граммов воды или спиртового раствора, и этого с избытком хватит на 20-25 минут непрерывной работы.
- Также стоит отметить невероятную неприхотливость к уровню напряжения, которое можно подавать на прибор. Его диапазон может колебаться от 130 и до 240 Вольт и на всем диапазоне генератор способен выдавать устойчивый поток плазмы.
Способы и методы соединения
Сварка профтрубы осуществляется несколькими способами, которые имеют особенности, поэтому поговорим подробно о каждом.
Электродуговой вариант
Большая популярность метода объясняется такими причинами: простое использование, качество шовного соединения, возможность сварки в труднодоступных местах, легко найти оборудование и сопутствующие материалы в торговой сети. Для успешной работы понадобится:
- Трансформаторное или инверторное оборудование.
- Электроды разного сечения.
- Средства защиты.
- Приспособления для проведения сварочных работ, к которым относятся — механизм центровки; магнитные угольники, чтобы установить нужный угол соединения; металлическая щётка для зачистки торцов.
Электроды подбираются соотносительно толщине стенки профильной трубы, например, если она не более 4 мм, то применяются стержни с диаметром 2—3 мм.
Инверторный
Оборудование обладает компактными габаритами и малой массой, стоимость намного выше обыкновенного оборудования, но инвертор быстро окупается и позволяет работать в домашних условиях, а исполнителю необязательно иметь навыки профессионального сварщика, т. к. в изделии присутствует импульсный режим.
Сварку профильной трубы с толщиной стенки в 2 мм проще осуществлять при помощи инвертора, сила тока при этом варьируется в диапазоне 50—60 А. Напряжение надо повышать при соединении изделий с более толстыми стенками. Горение дуги стабильное, не стоит опасаться залипания электрода, т. к. в оборудовании встроена система, исключающая такие негативные проявления.
При помощи газа
Процесс проводится с участием такого оборудования:
- баллоны, заполненные ацетиленом и кислородом;
- редукторы с манометрами, позволяющими контролировать расход газа;
- установленного образца газовая горелка;
- шланги для подачи газа;
- проволока с припоем.
Соединение производится путём расплавления кромок и заполнения промежутка между деталями расплавленным металлом с припоем.
Контактная
Сварка квадратных труб по контактной методике применяется на производстве, т. к. высокая цена на оборудование и сложности проведения процесса не позволяют использовать этот метод дома или в небольших мастерских. Прочность и большая надёжность соединения достигается сильным сдавливанием электродами с одновременным пропусканием разряда, при этом присадки не используются.
Виды сварочных работ для соединения профильных труб
От толщины стенок зависит как способ сварки, так и особенности подготовительного этапа работ:
- Для труб с толщиной стенок от 4 мм и выше, концы изделий обрабатывают фаскоснимателем – под углом от 25 до 50 градусов. Это позволит в будущем создавать несколько слоев сварки, что обеспечивает шву надежность и прочность.
- Тонкие трубы варятся одним швом. Чтобы он получился идеальным, рекомендуется жесткая фиксация изделия. Зажимы снимаются только после полного остывания шва.
- При большом диаметре и толщине, срезы сначала прихватывают по линии соприкосновения и только затем производят основное сваривание.
- Скорость работ должна соответствовать плавке металла без его растекания.
Для сваривания профильных труб применяют следующие виды сварочных работ:
- контактная сварка;
- электродуговая;
- газовая.
Электродуговая сварка
Особенность этого вида сварочных работ в том, что он дает возможность соединять трубы даже в труднодоступных местах. Выполняется с помощью сварочного аппарата и электродов.
При горении элемент начинает плавиться, расплавляя и обволакивая срезы стыков.
Последовательность работы:
- После соприкосновения с электрода с поверхностью, как только появилась дуга, инструмент быстро отводят на несколько миллиметров выше среза.
- Движения производят плавно вдоль линии соприкосновения, без пропусков, чтобы металл успевал оплавиться, но не стекал каплями.
- По технологии предусмотрено постоянное горение, перерывы позволительны только для смены электрода.
- В конечной точке дугу придерживают пару секунд, чтобы исключить возникновение трещин или расслоения.
Для бытовых, то есть обладающих небольшой мощностью, электросварочных аппаратов, достаточно иметь подключение к однофазной проводке.
Сварочный трансформатор способен преобразовывать переменный ток из домовой сети в постоянный, что и необходимо для сварки. Однако оборудование не в состоянии поддерживать постоянство или стабильность дуги, поэтому часто к нему приобретается выпрямитель.
Для начинающих наиболее удобно производить дуговую сварку с помощью инвертора, потому что в таком случае предусмотрено изменение импульсного режима, при котором исключается залипание электрода, это обеспечивает постоянную силу тока, что стабилизирует длину электрической дуги.
Дуговая сварка дает возможность соединять трубы разными способами: внахлест, встык, под углом, тавровым швом. При этом качество соединения целиком зависит от выбора электрода.
Выбор электродов
Для профильных труб используются электроды, имеющие характеристики, соответствующие металлам или сплавам, а также толщине изделий. От правильно подобранных параметров зависит прочность и качество шва.
Существует два основных вида электродов: плавящиеся и неплавящиеся, для которых дополнительно применяются с присадкой из проволоки оловянной или латунной с добавлением фосфатов.
Диаметр электрода всегда подбирается в соответствии толщиной стенок труб и их диаметром.
Электрод должен быть всегда меньше или равняться толщине профиля:
- диаметр расходника 1,5 мм подходит для изделий толщиной до 2 мм;
- 2 мм – для труб, толщиной от 2 до 3 мм;
- 4 мм — для толщины стенок от 4 до 6 мм.
Газовая сварка
Используется в случаях, когда нет возможности подключения сварочного оборудования к электричеству. Способ небезосновательно считается затратным: необходимо приобретение баллонов с ацетиленом и кислородом. Также требуется опыт работы.
Газовая сварка подходит для соединения труб со средней или толстой стенками. Тонкие изделия не поддаются обработке – расплавляются, деформируя металл, шов не получается без пропусков.
Для проведения работ необходимо иметь:
- баллон с ацетиленом (бутаном или пропаном) и кислородом;
- редуктор,
- газовую горелку и к ней набор наконечников;
- присадки;
- флюсовый порошок;
- шланги необходимой длины для подачи газа к месту сварки.
Перед сваркой подготовленные срезы покрывают флюсом. Соединение происходит с помощью присадочной проволоки. Тонкостенные трубы рекомендуется по технологии соединять справа налево, с введением присадки вслед за пламенем горелки. Для более 5 мм – уже слева направо и присадочный материал прокладывается перед горелкой.
После окончания работы и остывания швов, их зачищают и покрывают антикоррозийным составом.
https://youtube.com/watch?v=7_k6hZ0SyPo
Метод контактной сварки требует применения специального оборудования. В процессе соединения труб происходит пропускание электротока путем давления электродов на металлическую поверхность, в результате этого металл деформируется и образуется очень прочный шов. Такую сварку проводят для соединения конструкций промышленных объектов.
Варим трубы электродуговым агрегатом
Сварка квадратных труб электродуговым оборудованием своими руками не считается сложной технологией. Выполнить такую сварку просто даже мастеру с минимальным опытом сварных операций, поэтому данный метод соединения металлопроката очень востребован среди сварщиков.
Электродуговой агрегат позволяет без труда сваривать изделия в труднодоступных местах.
Важно! Посредством дуговой сварки можно варить металлические тубы любого сечения и любой толщины стеночек. Но если металлопрокат имеет стенки с толщиной, превышающей 4 мм, сварные операции с ним должны осуществляться при условии выполнения предварительной подготовки сварной кромки с торца изделия
Особенности сварки профильных труб.Электродуговая сварка
Технология может реализоваться разными методами:
- выполнение соединений встык;
- организация сварных швов внахлест;
- тавровые швы;
- соединения, выполненные под удобным углом.
На заметку! При сварке фермы из профильной трубы специалисты рекомендуют располагать швы в нижней позиции, если это допускают условия работы.
Изготовление разного рода металлоконструкций из профильных труб стоит организовывать в условиях специальных помещений. К примеру, сварку раздвижных ворот стоит выполнять в мастерской или просторном гараже, приспособленном под данную работу.
Концы свариваемых труб следует зачистить и обезжирить перед началом работы, чтобы обеспечить кромкам изделий максимальную цепкость.
Если толщина стеночек металлического профиля превышает 4 мм, следует подготовить кромку посредством фаскоснимателя. Это позволит сформировать шов в несколько слоев и сделать стык более долговечным и надежным.
Металлопрокат с меньшей толщиной варят в один шов
При этом детали важно зафиксировать на специальном столе. Трубу с меньшей толщиной стенок нужно сваривать в один шов, также закрепляя детали на специальном столе
Если металлопрокат имеет сечение более 10х10 мм, специалисты рекомендуют наносить точечные прихватки в некоторых местах и только потом выполнять сварку. Скорость ведения электрода подбирают исходя из скорости плавления металла, но нельзя допустить его протекания во внутренний просвет изделия.
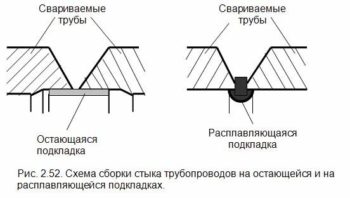
Схема сборки стыка профильных труб.
Чрезмерно медленная скорость ведения электрода приводит к прожигу при сварке тонкостенного металла. Электрод двигают елочкой или из стороны в сторону.
Режим дуговой сварки профильных труб полностью зависит от типа и силы тока, диаметра сварной проволоки, а также выбранной полярности. При этом силу тока подбирают в пределах 20-90 А, учитывая сечение сварного электрода.
Если профилированные трубы варят электродом малого сечения, понадобится постоянный ток с обратной полярностью. При выполнении сварного шва на поверхности образуется шлак, который нужно периодически сбивать.
Также следует учитывать, что зачищенный после остывания сварочный шов будет более надежным, если обработать его специальными антикоррозийными средствами.
Проблематика вопроса заключается в том, что разогретый до высокой температуры сварной шов гораздо быстрее покрывается ржавчиной, теряя прочностные характеристики. Обработка антикоррозийным составом не займет много времени, но значительным образом продлит срок службы металлоконструкции из профильной трубы.
Достоинства и недостатки профилированных труб
Среди главных преимуществ профильных изделий, используемых в производстве ворот, эксперты выделяют:
- невысокую цену;
- высокую прочность при легком весе;
- возможность самостоятельного монтажа (металлопрофиль легко режется, сваривается и соединяется самонарезающими шурупами).
На участке
К недостаткам профильных изделий относят:
- подверженность ржавлению при взаимодействии с атмосферными осадками, обусловливающими образование коррозии;
- неудобство в грунтовании и окрашивании поверхности трубопроката, что влечет за собой увеличение временных затрат на установку труб.
Фигурный металлоштакетник
Как варить профильную трубу ручной дуговой сваркой?
Характеристики и простота использование металла профильной трубы позволяет соединять ее между собой самыми различными способами – стыком, тавровым методом, а также внахлест. Нижнее положение швов является приоритетным при сваривании элементов металлического профиля.
Режим сварки определяется по следующим критериям:
- Скорости движения электрода;
- Напряжению на дуге;
- Полярности (при условии постоянного тока);
- Силе тока.
Последний, из указанных критериев определяется значением сечения используемого электрода. Сварка профильной трубы будет выполнена правильно и надежно только в одном случае – если удастся добиться максимальной силы тока, разрешенной для металла. При сваривании методом встык следует проводить дугу так, чтобы кромки оплавлялись, а сам металл в результате не просел.

Важные условия при строительстве навеса
Зная, как варить фермы для навеса, можно разрабатывать достаточно сложные сооружения, но желательно каждый проект согласовывать со специалистами. Безопасные металлоконструкции должны соответствовать требованиям ГОСТ 23118-99, техническая документация содержит все правила сборки элементов.
Минимальный уклон скатного навеса составляет 25-30°, это обеспечит постепенный равномерный сход снега
Толщина стенок профильных труб, используемых для каркаса должна составлять не менее 3 мм, это важное условие прочности

Для перемычек фермы можно использовать трубы с толщиной стенки 2 мм
Важно знать, что расстояние между фермами не должно составлять более 1,75 метра, в противном случае нагрузка на каркас может оказаться неравномерной, и поликарбонат начнёт провисать из-за большого веса
Поликарбонатные листы или другой кровельный материал должны выступать за пределы каркаса минимум на 10-15 см с каждой стороны – это позволит уберечь металлические элементы от попадания дождевой влаги и последующего воздействия коррозии. Боковые части поликарбонатных листов закрываются специальными профилями, чтобы в ячейках не скапливались пыль и мусор.
Как сварить ферму для навеса своими руками? На первый взгляд эта работа может показаться очень сложной, но при наличии навыка работы со сварочным аппаратом и хотя бы минимальных знаний в проектировке с ней можно справиться без привлечения специалистов.
Сварка профильной трубы своими руками
Особое значение в применении сварки играют профильные трубы, которые часто приходится соединять с ее помощью. В большинстве случаев, данный тип труб выполнен, либо из нержавеющей, либо углеродистой стали. Такие изделия из металла имеют несколько преимуществ в своем применении:
- Большой выбор типов, форм и размеров;
- Масса как отдельно взятой трубы, так и целых конструкций не велика. Это позволяет соединять их в сложные конфигурации, не создавая существенной нагрузки на несущие элементы;
- Можно выбрать сразу несколько стандартных видов. Это позволяет в дальнейшем самостоятельно провести монтаж конструкции.
Самое главное при самостоятельном креплении профильной трубы – это правильно подобранная температура. Дело в том, что температурный режим определяет качество, с которым изделия будут сварены. Этот показатель зависит от толщины стенок заготовки. Также следует помнить, что при торцевом соединении углы свариваемых элементов имеют большое напряжение.
Способы сварки
Профессионалы хорошо знают, как варить профильную трубу разными методами. Поэтому они быстро и качественно выполняют поставленные задачи.
Сварка ручным дуговым способом
Этот метод часто используют специалисты. Данный способ прост в исполнении. Он позволяет получить качественный шов при использовании доступного оборудования.
Шов после сварки ручным дуговым способомИсточник content.foto.my.mail.ru
Для выполнения процесса специалисты используют инверторный или трансформаторный сварочный аппарат. Для повышения удобства проведения работ дополнительно могут применяться разные приспособления. Одними из них являются магнитные угольники. С их помощью удобнее сваривать трубные заготовки под нужным углом.
Нередко специалисты также используют центраторы. С их помощью удается быстро совместить оси деталей, когда они соединяются торцами. Применяются внешние и внутренние центраторы. Одной из разновидностей являются струбцины, позволяющие жестко закрепить изделия на ровной поверхности.
Ручная дуговая сварка используется для соединения профилированных трубных деталей с разными размерами сечения и толщиной стенок. Если профтрубы изготовлены из металла толще 4 мм, тогда их торцы предварительно зачищают, а потом обезжиривают.
Кроме того, необходимо еще знать, какими электродами варить профильную трубу, чтобы получить прочное соединение. Если толщина стенок не превышает 4 мм, тогда применяют стержни, у которых диаметр составляет от 2 до 3 мм. При этом сила тока на сварочном аппарате устанавливается в пределах от 50 А до 60 А.
Сварочные электроды 2.5 ммИсточник main-cdn.goods.ru
Электродуговой сварочный процесс в защитном газе
Соединение профтрубы таким способом выполняется при использовании неплавящихся электродов. Метод применяется для сварки тонкостенных деталей, которые предварительно очищаются и обезжириваются.
Для правильного выполнения процесса нужно тоже знать, какими электродами варить профильную трубу 2 мм. При соединении такого проката применяют вольфрамовые прутки. Их диаметр должен быть 1 мм. Если же у металлопроката толщина стенки превышает 2 мм, тогда используют электроды, у которых размер сечения составляет 1,6 мм.
Правильно выбирать также нужно диаметр сварочной проволоки. Эта ее характеристика тоже зависит от толщины металла. Если она составляет 1 мм, тогда применяют проволоку диаметром от 1 мм до 1,5 мм. Когда толщина стенки профтрубы равна 2 мм – используют проволоку, у которой размер сечения составляет от 2 мм до 2,5 мм.
Сварочная проволока для профтрубыИсточник tck-market.ru
При выполнении самого процесса профессионалы удерживают электрод на минимальном расстоянии от места сварки. Это позволяет создать максимально короткую дугу, что улучшает проваривание и повышает качество сварного соединения. Электрод перемещают только в направлении шва. При этом не совершают поперечных движений.
Важно также правильно устанавливать силу тока, когда выполняется электродуговая сварка профиля в защитном газе. Ее величина должна составлять 50-120 А
На выбор значения влияет толщина металла.
При выполнении электродугового сварочного процесса в защитном газе специалисты используют:
- блок и трансформаторный или инверторный источник питания;
- газовую горелку;
- баллон с газом;
- специальные резиновые шланги;
- редуктор.
Оборудование для электродугового сварочного процессаИсточник 8.allegroimg.com
При завершении электродугового сварочного процесса сначала уменьшают напряжение. При этом газ перекрывают не сразу, а только по истечении 15 секунд после отключения тока.
Газовая сварка
При использовании этого способа сварочных работ сначала выполняют нагрев места, где соединяются два отрезка трубы. Потом в эту рабочую зону осуществляют подачу присадочного материала. В результате происходит его расплавление и заполнение зазора.
Газовая сварка профтрубы может выполняться правым или левым способом. Во время реализации первого варианта присадочный материал перемещается за газовой горелкой. Данная техника отличается тем, что место соединения хорошо прогревается. При этом сварщику ничто не закрывает обзор. Он хорошо видит рабочую зону. Поэтому удается снизить расход газа и увеличить производительность. Технология в основном применяется при сваривании профтруб со стенками толщиной более 5 мм.
Технологические особенности газовой сваркиИсточник ds02.infourok.ru
Вторая разновидность техники используется, когда осуществляется сварка тонкостенного металлопроката. Левый способ отличается тем, что присадочная проволока перемещается впереди газовой горелки.
Основные методы сварки труб
Существует ряд методов соединения профильного трубного проката сваркой. Среди методов сварки, что используются в современной практике, выделяют:
Ручную дуговую
Данный метод имеет широкое распространение за счет простоты технологии, высокого качества швов, возможности простой обработки труднодоступных труб, а также доступности оборудования и расходных материалов.
Такая технология идеально подходит для сварки практически любых толщин и сечений. В случае, когда толщина трубы превышает 4 миллиметра, металлопрокат необходимо предварительно подготовить перед сваркой. Весть процесс подготовки заключается в зачистке и обезжиривании торцов.
Газовую
Технология подразумевает нагрев места сварки с последующей подачей присадок, которые при плавке заполняют место сварки. При толщине металлопроката менее 4 мм допустимо не формировать сварную кромку.
Существует 2 основные методики газовой сварки:
- Правый метод, который заключается в перемещении присадки непосредственно за горелкой. Среди плюсов метода выделяют хороший обзор рабочей зоны и максимальный прогрев кромки. Метод применим для металлопроката с толщиной более 5 мм.
- Левый метод представляет обратную технологию, где присадка подается впереди самой горелки. Такой подход является оптимальным для тонкостенного металлопроката.
Контактную
Данная технология ориентирована на производственный сектор, а ее применение в бытовых условиях практически невозможно за счет высокой стоимости оборудования и технологической сложности процесса сваривания.
Сварка проводится без применения присадок и заключается в равномерном давлении электродов при одинаковой силе пропускаемого тока. К достоинствам метода относят высокую точность стыковых соединений и монолитность итоговой конструкции.
Вертикальный шов при сварке профильной трубы.
Если необходимо красиво и качественно сварить профильную трубу в вертикальном положении – электрод держим углом вперед. Тем самым не давая вытекать расплавленному металлу за счет давления дуги. Если при этом свариваются детали с разной толщиной, то зажигание дуги производится на более толстой. Самая простая схема выглядит так:
- Зажигаем дугу на более толстой детали, процесс ведем снизу вверх;
- Ведем электрод углом вперед тем самым не давая вытекать металлу сварочной ванны;
- Перемещаем электрод на тонкую деталь (с минимальной задержкой на поверхности);
- Обрываем дугу (применимо на начинающих);
- Для более опытных перемещаемся на более толстую деталь только чуть выше совершая колебания электрода как бы зигзаг.

Похожие записи:
 Приспособление для кладки блоков своими руками чертежи
Приспособление для кладки блоков своими руками чертежи
 Туалет для дачи своими руками
Туалет для дачи своими руками
 Восстановление акрилового покрытия ванны: сравнительный обзор популярных продуктов
Восстановление акрилового покрытия ванны: сравнительный обзор популярных продуктов
 Нормы испытания автоматических выключателей до 1000в
Нормы испытания автоматических выключателей до 1000в
 Как открутить заржавевший болт
Как открутить заржавевший болт
 Мастер-классы по рукоделию. что можно сделать, какие поделки своими руками из болтов, гаек? самоделки из болтов и гаек
Мастер-классы по рукоделию. что можно сделать, какие поделки своими руками из болтов, гаек? самоделки из болтов и гаек