Содержание
Как сверлить металл дрелью
Всем привет! Про то, как сверлить металл дрелью, при желании можно написать очень большую статью. Но мне здесь видятся две основные проблемы:
- невозможность точно засверлиться в том месте, где требуется отверстие
- быстрое затупление сверл
Обычно с такими проблемами сталкиваются неопытные пользователи. Бывалые мужики знают, что нужно делать в таких случаях. Что ж, отнеся себя к бывалым, возьму на себя смелость рассказать вам, как справиться с этими проблемами. НУ и еще дам несколько советов, которые тоже пригодятся.
Как засверлиться в нужном месте?
Если немного подумать над этим вопросом, то ответ должен посетить вашу голову даже без подсказки. Ну мне так кажется по крайней мере. Но если думать неохота, то читайте.
Для этого дела потребуется керн. Это инструмент из прочной стали, имеющий цилиндрическую форму и острие на конце.
Приставляем острие к желаемому месту сверления и ударяем по крену с другой стороны молотком несколько раз.
Теперь, когда вы закернились, приставляете к полученной на поверхности неровности сверло и начинаете сверлить — кончик никуда не убежит.
Как не затупить сверла?
Сверла по металлу становятся тупыми, если во время работы они чересчур сильно нагреваются, из-за чего теряют свою прочность. Нагрев происходит из-за трения. При этом чем быстрее оно крутится, тем больше греется.
Отсюда очевидное правило — нужно сверлить на низких оборотах дрели. Они должны составлять не более 1000 в минуту. Но кто же это измерит во время работы? Поэтому просто не давите кнопку пуска на полную. Правильную скорость можно оценить так: глаз должен видеть вращение сверла. То есть имеющиеся на нем канавки не должны для зрения сливаться в одно целое.
При работе с толстыми заготовками не обойтись без дополнительного охлаждения. Его обеспечивают специальные смазки или пасты, которые добавляют в место сверления, либо в них окунают сверло. Кроме того, они не только охлаждают, но и смазывают наконечник, благодаря чему трение становится меньше.
В бытовых условиях иметь специальные смазки и пасты нет необходимости. Можно обойтись обычным машинным маслом.
Таким образом, используйте керн, сверлите на низких оборотах и добавляйте смазку или масло, и тогда это дело покажется вам легкой прогулкой.
Ну и еще несколько советов по этой теме.
Типы сверл
Для сверления берите только сверла по металлу (а не по дереву, например). Они имеют свою заточку и изготавливаются из определенных видов стали. Самые распространенные имеют маркировку Р6М5 — это быстрорежущая сталь, которую иностранные производители маркируют как HSS.
Для придания дополнительной прочности на приведенные выше сверла наносят нитрид-титановое покрытие. Из-за чего они имеют желтый цвет.
Есть также более прочные Р18, использующиеся соответственно для твердых сталей.
Также для увеличения прочности могут добавлять кобальт, и тогда получается маркировка Р6М5К5.
Ну и самые прочные — это сверла с твердосплавным наконечником. Их применяют для просверливания легированных сталей. Обычную сталь оно тоже возьмет, но покупать его только для этого будет несколько рачительно, так как цена на них довольно высокая, при этом оно хоть и твердое, но все равно тупится. А вот заточить его потом будет трудно, так как для этого требуется алмазный диск, который тоже весьма не дешев, да еще и купить не везде можно.
Сверление толстых заготовок
Если заготовка имеет толщину больше 5 мм, а вам необходимо отверстие более 8 мм, то лучше сначала проделать дырку тонким сверлом, а уже потом работать толстым.
Работа с некоторыми видами металла
При сверлении толстых алюминиевых заготовок стружка часто забивает каналы сверла, из-за чего труднее становится вращать. Поэтому при работе с таким материалом чаще доставайте сверло из углубления и убирайте стружку. Ну и не забывайте обильно полить маслом.
Если нужно просверлить черный чугун, то для этого не нужно добавлять никакие смазывающе-охлаждающие вещества, так как он и на сухую очень хорошо сверлится
В отличие от черного белый чугун имеет повышенную прочность, а значит для его обработки потребуются прочные сверла и смазка
Таковы основные правила по сверлению металла дрелью. Надеюсь у меня получилось устранить этот пробел в ваших знаниях. Удачи вам в домашних делах и до встречи!
Методы сверления в зависимости от типа отверстия
Грамотная подготовка и правильный подбор оборудования поможет просверлить отверстия в металле высокого качества. Кроме того, на эффективность операции влияет надежность сверл и используемого оборудования.
Рассмотрим основные виды отверстий и методы их обработки:
- Сквозные. Данный тип характеризуется полным проходом через обрабатываемую заготовку. В процессе выполнения работ необходимо внимательно следить за подачей сверла: при выходе из отверстия сопротивление материала уменьшается. Если ничего не менять, инструмент резко опустится, что может привести к его заклиниванию или поломке. Чтобы этого не произошло, используют специальные методы защиты столешницы или верстака. Это может быть многослойная подкладка из дерева и металла или обычный брусок со сквозным отверстием. При использовании станков на финальной стадии процесса токари рекомендуют переходить на ручную подачу. Для обработки тонкостенных конструкций используют перьевые сверла, поскольку классический спиральный инструмент может повредить кромки детали.
- Глухие. Сложность получения подобных отверстий заключается в необходимости контроля глубины. Современные станки оснащены системой контролируемой подачи. Это позволяет получать отверстие заданной глубины без использования вспомогательных инструментов. Альтернативным способом является использование втулочного или регулируемого упора. Можно воспользоваться линейкой или специальным глубиномером. Последний вариант не пользуется популярностью, поскольку он требует вывода сверла и удаления стружки для измерения глубины, что влияет на производительность работ.
- Сложной формы. Если возникает необходимость в сверлении отверстия, расположенного у края детали, мастеру следует подготовить вторую заготовку с аналогичными размерами. Две детали соединяют между собой, зажимают в тисках и приступают к работе.
К сложной обработке относят сверловку цилиндрических поверхностей. При выполнении подобных работ обязательно используют древесную или пробковую прокладку.
- С уступами. Сверловка выполняется с помощью двух техник: рассверливанием или уменьшением диаметра. В первом случае используют несколько сверл, от меньшего к большему. Во втором случае проход выполняют с помощью инструмента, обладающего наибольшим диаметром. Затем используют сверла меньшего размера с постепенным углублением в заготовку.
- Большого диаметра. Эта процедура считается очень трудоемкой. При обработке заготовок, толщина которых не превышает 8–10 мм, используют конусно-ступенчатые сверла. Данный инструмент позволяет выполнить проход диаметром 40–50 мм. На металлообрабатывающих предприятиях используют специальные биметаллические коронки. С их помощью можно получить отверстие диаметром до 100 мм. Кольцевое сверление выполняют на низких оборотах. Данную процедуру считают менее трудоемкой.
Особенности выполнения глубоких отверстий будут рассмотрены ниже.
Держите дрель прямо!
Отверстия большого диаметра
следует выполнять на малых скоростях вращения и с небольшим давлением на инструмент, для охлаждения сверла рекомендуется производить сверление в несколько этапов
Для выполнения скрытого крепления шурупом
сначала сверлят отверстия большего диаметра, а затем в нем отверстие под собственно шуруп.
Сверление у края заготовки выполняют, используя направляющие насадки для дрели и подложки.
Расширить отверстие довольно просто
. Сначала с помощью сверла Форстнера просверлить отверстие требуемого диаметра в куске толстой фанеры куске дерева, наложить этот шаблон на заготовку с отверстием, которое нужно расшить, и выполнить сверление. Шаблон задаст сверлу правильное направление.
Сверление под наклоном выполняют следующим образом; в заготовке сверлят отверстие на глубину в несколько миллиметров под прямым углом, затем, не выключая дрель, направить сверло в заготовку под требуемым углом и выполнить сверление на всю глубину.
Отверстия большого диаметра необходимо всегда выполнять только на стационарных машинах или ручными инструментами с направляющими насадками, иначе при перекосе машины сверление может пойти не в том направлении, что повлечет за собой значительные и трудно устранимые повреждения обрабатываемой поверхности.
Сверло Форстнера
Этот вид сверла для дерева представляет собой комбинацию из сверлильной коронки и хвостовика.
Им можно выполнять сверления больших диаметров (как правило, от 12 мм до 100 мм).
На свёрлах меньших размеров две или четыре основных режущих кромки расположены вокруг центровочного наконечника, полукруглые внешние режущие кромки обеспечивают чистое срезание деревянных волокон с кромки отверстия.
Свёрлами Форстнера можно пользоваться только на стационарных сверлильных машинах или ручными дрелями с направляющими приставками. Центровочный наконечник задаёт правильное направление крупноформатному сверлу.
Как сверлить шуруповертом?
Сверлить металлические заготовки можно не только с помощью промышленного оборудования или электродрели, но и используя аккумуляторный шуруповерт. Этот электроинструмент обладает малой мощностью. Из-за этого он подойдёт для сверления дыр небольшого диаметра и глубины.
Сверление выполняется с помощью промышленного оборудования и электроинструментов
Важно правильно выбирать оснастку, и учитывать глубину, диаметр отверстия. Чтобы оснастка служила дольше, следует использовать охлаждающую жидкость
Сверлить нужно перпендикулярно, чтобы избежать порчи заготовки, инструмента.
Положение электрода при сварке. Электрододержатель, держак
Электрод вы вставляете в электрододержатель (сварщики называют его ‘держак’). Он должен быть удобным, легким, в нем должны быть канавки для установки электрода под различными углами. Существует много разных электрододержателей по конструкции и области применения. Как правило, известные изготовители комплектуют сварочные аппараты вполне приличными электрододержателями, и вам нет необходимости задумываться об их модификациях. Когда вы вставляете электрод в держатель обязательно проверьте (покачиванием) надежность его крепления в держателе. Иначе в месте крепления будет возникать искрение и дуга у вас будет либо неустойчива, либо вообще не зажжется.
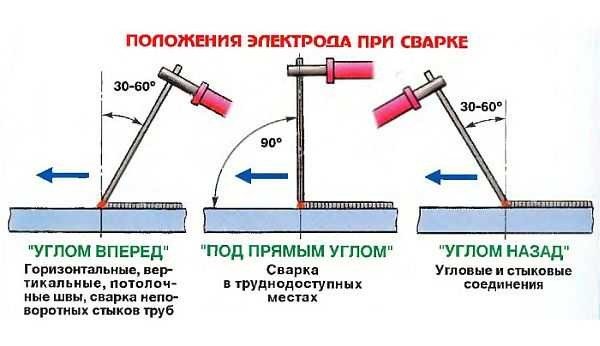
Итак, как мы держим электрод? По отношению к плоскости шва он может находиться под углом 30-60° от вертикали, либо под прямым углом. При выполнении вертикальных швов снизу вверх угол должен быть 45-50° вниз от горизонтали. Если сверху вниз — 10-20° вниз от горизонтали. Кроме того процесс определяется направлением движения. При сварке углом ‘вперед’ (от себя) уменьшается глубина провара, уменьшается высота выпуклости шва, но заметно увеличивается ширина шва, что позволяет рекомендовать это положение для соединения металлов небольшой толщины. В этом случае расплав и шлак движется впереди электрода. У этого метода есть ряд недостатков — например, накапливается много жидкого шлака впереди электрода, он стекает на металл, мешает поддержанию дуги. Возможны непровары и шлаковые включения. В этом случае необходимо выровнять положение электрода до вертикального.
Вообще говоря, вы будете наблюдать, как поток металла и дуга ‘отталкивают’ расплав в сварочной ванне и будете наблюдать различие при разном положении электрода.
Сварка под ‘прямым углом’ (электрод движется от вас) позволяет жидкому шлаку двигаться следом за сварочной ванной, накрывая жидкий металл шва сразу за электродом. Это обеспечивает формирование качественного валика.
Кроме того, при сварке электродами с рутиловым покрытием наклон электрода в сторону будущего шва должен быть всегда больше, чем для электродов с основным покрытием.
Самый распространенный способ — ‘углом назад
‘.
При сварке ‘углом назад’ глубина провара и высота выпуклости увеличиваются, но уменьшается ширина. Прогрев кромок недостаточен, поэтому возможны несплавления и образование пор. При чрезмерном наклоне электрода вы увидите, как под воздействием дуги шлак выталкивается из ванны, оголяя металл.
Как правильно сверлить металл дрелью
Особенность сверления металла дрелью заключается в том, что необходимо вручную удерживать инструмент, придавать ему правильное положение, а также обеспечивать требуемую скорость резания.
После разметки обрабатываемой детали следует накернить центр будущего отверстия. Это предотвратит смещение сверла от заданной точки. Для удобства работы заготовку следует зажать в слесарных тисках или положить на подставку так, чтобы она заняла устойчивое положение. Сверло устанавливается строго перпендикулярно поверхности, которую нужно просверлить
Это важно, чтобы избежать его поломки
При сверлении металла на дрель не нужно оказывать большого давления. Наоборот, оно должно уменьшаться по мере продвижения. Это предотвратит поломку сверла, а также уменьшит образование заусенцев на выходной кромке сквозного отверстия. Следует следить за удалением стружки. Если произошло заедание режущего инструмента, его освобождают, предав обратное вращение.
Выбор режима резания
Когда используется инструмент из быстрорежущей стали, можно ориентироваться на частоту вращения согласно данным таблицы. При работе с твердосплавными сверлами допустимые значения в 1,5…2 раза выше.
| Диаметр сверла, мм | до 5 | 6…10 | 11…15 | 16…20 |
|---|---|---|---|---|
| Частота вращения, об/мин | 1300…2000 | 700…1300 | 400…700 | 300…400 |
Сверление металлических изделий нужно вести с охлаждением. Если его не использовать, велика вероятность потери инструментом режущих свойств из-за перегрева. Чистота поверхности отверстия при этом будет достаточно низкой. В качестве охлаждающей жидкости для твердых сталей обычно используют эмульсию. В домашних условиях подойдет машинное масло. Чугун и цветные металлы можно сверлить без охлаждающей жидкости.
Особенности сверления глубоких отверстий
Отверстия считаются глубокими, если их размер больше пяти диаметров сверла. Особенность работы здесь заключатся в трудностях, связанных с охлаждением и удалением стружки. Длина режущей части инструмента должна быть больше глубины отверстия. В противном случае тело детали перекроет винтовые канавки, по которым удаляется стружка, а также поступает жидкость для охлаждения и смазки.
Сначала отверстие сверлится жестким коротким сверлом на небольшую глубину. Эта операция необходима для задания направления и центрирования основного инструмента. После этого делают отверстие необходимой длины. По мере продвижения нужно время от времени извлекать металлическую стружку. Для этой цели используют охлаждающую жидкость, крючки, магниты или переворачивают деталь.
Типы оборудования
Сверление начинается с подготовки инструментов для работы. Делать дырки можно с помощью шуруповёрта, дрели или специального сверлильного станка.
Чтобы сделать дырку, необходимо подобрать соответствующее оборудование. Для металлических заготовок нужно выбирать специализированную оснастку, которая подходит именно для этого материала. Связано это с тем, что оборудование для дерева, бетона или керамической плитки имеют разную заточку и форму. Оснастка для металлических изделий маркируется буквами HSS.
Рабочая часть инструмента покрывается нитрид-титановым покрытием, которое увеличивает их прочность и износоустойчивость. Для твердых сталей используется другая оснастка, которая обозначается P18. Прочность инструмента увеличивается при добавлении в его состав кобальта. Пример маркировки — Р6М5К5.
Чтобы сверлить легированную сталь, используются сверла, у которых наконечник изготовлен из твердого сплава. С их помощью можно сверлить любые металлические заготовки, однако из-за высокой цены это не рентабельно.
Когда отверстие сделано, можно подобрать сверло под резьбу. Его диаметр будет зависеть от используемой ранее оснастки. Чтобы делать дырки разного диаметра в металлических листах малой толщины, можно использовать конусные сверла.
Можно ли сверлить сверлом по бетону?
Часто возникают ситуации, когда на строительной площадке сложно найти инструмент для сверления металлических изделий, но есть оснастка для работы с бетоном. Делать отверстия большого диаметра или в толстых металлических листах сверлами по бетону нельзя. В противном случае можно сломать оснастку или повредить обрабатываемую поверхность.
Как сверлить ступенчатым сверлом?
В продаже можно встретить ступенчатые конструкции для создания отверстия в металле различных диаметров. На одной оси закрепляется несколько свёрл разного диаметра. Они предназначены для создания дырок разного размера в тонколистовом металле. При работе нельзя торопиться и сильно давить на рукоять дрели.
Можно ли сверлить победитовым сверлом?
Любой мастер отделочных работ скажет, что сверление металла оснасткой из победита недопустимо. Победитовые сверла предназначены для твердых и, одновременно с этим, хрупких материалов. К ним относится натуральный камень, кирпич, бетон. При попадании в металл, сверло будет биться о поверхность и повреждать её, однако дырки не будет.
 Победитовые сверла
Победитовые сверла
Чем сверлить отверстия большого диаметра?
Сверление больших отверстий в металле требует использования соответствующей оснастки. Провести работу можно несколькими способами:
- Коронка для металлических поверхностей. Представляет собой окружность требуемого диаметра с заточенными краями. По центру располагается сверло, которое пробивает металл. Далее на малых оборотах электродвигателя коронка делает отверстие выбранного диаметра. Во время проведения работ нужно использовать принудительное охлаждение острых краёв коронки и обрабатываемой поверхности.
- Многоэтапная операция. Подразумевает под собой использование нескольких свёрл по металлу разного диаметра. Начинается работа с оснастки самого малого диаметра и увеличивается по мере сверления.
- Конусообразная оснастка (ступенчатая). Предназначена для работы с тонколистовым металлом.
Строители рекомендуют использовать коронки. Однако при работе с ними требуется не повышать оборотов и следить за тем, чтобы все зубья, идущие по окружности, были целыми.
Как не затупить инструмент?
Инструмент тупится, поскольку перегреваются во время работы. Чтобы сохранить заточку, сверление следует проводить на низких оборотах. Не нужно зажимать кнопку включения инструмента до конца. При сверлении толстых заготовок нужно использовать охлаждающие жидкости или пасты.
Как правильно сверлить металл дрелью
Особенность сверления металла дрелью заключается в том, что необходимо вручную задерживать инструмент, придавать ему правильное положение, а не считая того обеспечивать требуемую скорость резания.
После разметки обрабатываемой детали следует накернить центр будущего отверстия. Это предупредит смещение сверла от данной точки. Для удобства работы заготовку следует зажать в слесарных тисках по другому положить на подставку так, чтобы она заняла устойчивое положение. Сверло устанавливается строго перпендикулярно поверхности, которую нужно просверлить. Это принципно, чтобы избежать его поломки.
При сверлении металла на дрель нет нужды оказывать большого давления. Напротив, оно должно уменьшаться в течении продвижения. Это предупредит поломку сверла, также уменьшит образование заусенцев на выходной кромке сквозного отверстия. Следует глядеть за удалением стружки. Если вышло заедание режущего инструмента, его освобождают, предав обратное вращение.
Выбор режима резания
Когда употребляется инструмент из быстрорежущей стали, есть вариант ориентироваться на частоту вращения согласно данным таблицы. Во время работы с твердосплавными сверлами допустимые значения в 1,5…2 раза выше.
Поперечник сверла, ммЧастота вращения, об/мин
| до 5 | 6…10 | 11…15 | 16…20 |
| 1300…2000 | 700…1300 | 400…700 | 300…400 |
Сверление металлических изделий нужно вести с остыванием. Если его не использовать, велика возможность утраты инвентарем режущих характеристик из-за перегрева. Чистота поверхности отверстия при всем этом будет достаточно низкой. Для тосола для жестких сталей обычно употребляют эмульсию. Дома подойдет машинное масло. Чугун и цветные металлы можно сверлить без тосола.
Полезные приемы при сверлении
Для работы с каленой сталью могут применяться самые различные технологии. Наиболее распространенные технологии характеризуются следующими особенностями:
- Обработка поверхности кислотой. Эта технология характеризуется длительным применением, так как для снижения твердости поверхности требуется довольно большое количество времени. Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.
- Можно использовать сварочный аппарат для достижения поставленной цели. При воздействии высокой температуры металл становится более мягким, что значительно упрощает процедур.
- Чаще всего применяется специальное сверло. В продаже встречаются варианты исполнения, которые можно применять для обработки каленой стали. При их изготовлении используется металл с повышенной устойчивостью к износу и воздействию высокой температуры. Однако, сложность изготовления и некоторые другие моменты определяют то, что стоимость специального инструмента довольно высока.
Кроме этого, для достижения поставленной цели часто приобретается пробойник. С его помощью можно сделать небольшой отверстие, что упростит дальнейшее сверление.
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла
Определить твердость можно при применении самых различных технологий. Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения. При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент. В качестве абразива подходит исключительно круг с алмазным напылением.

Инструмент для сверления стали
Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер
Реально ставят иногда и ниже: важно чтобы вы смогли работать
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Способы сверления отверстий в каленом металле
Как просверлить отверстие в каленом металле при помощи кислоты, сварочного аппарата, специальных сверл и какие дополнительные инструменты для этого нужны. Какие сверла лучше всего справятся с каленой сталью.

Обычную сталь или любой другой металл сверлить несложно, для этого применяются стандартные сверла из быстрорежущего материала. Другое дело – просверлить каленую сталь: здесь нужно потрудиться. После закаливания заготовка приобретает необычайную прочность, и возникает вопрос, как просверлить отверстие в каленом металле, ведь обыкновенное сверло в этом случае уже мало чем может помочь.
Специалисты рекомендуют делать отверстия в деталях до того момента, как произошла закалка. Еще можно попробовать отпустить сталь, затем произвести сверловку и снова закалить материал. Если это экономически оправдано и технически исполнимо, то следует так и сделать, но в некоторых случаях просто невозможно поступить иначе, как приступить к получению канала по уже закаленной поверхности.
Есть несколько способов, которые позволяют просверлить в каленом металле отверстия любого диаметра. Эти методы с большим успехом можно реализовать как на производстве, так и в домашней мастерской.

Советы
- Для того, чтобы предотвратить появление расколов и трещин на поверхности, на место, которое необходимо просверлить, необходимо нанести чуть-чуть скипидара или меда.
- Дрель или шуруповерт нельзя сильно нажимать сверху.
- В процессе сверления необходимо делать перерывы. Интервалы должны составлять от 5 до 10 секунд. Также во время перерыва желательно сверло опускать в емкость с водой, чтобы оно остыло. Это необходимо для того, чтобы избежать расплавления.
- Запрещается покачивать шуруповерт или дрель из стороны в сторону.
- Если есть возможность, то лучше использовать шуруповерт, т.к. он будет работать в более щадящем режиме со своими малыми оборотами.
- Для того, чтобы обработать поверхность можно пользоваться не только спиртом, но также и ацетон.
- В процессе работы с дрелью стоит позаботиться о технике безопасности: используйте перчатки и очки.
- Точка сверления у хрупкого стекла должна быть не меньше, чем 1,5 мм от края листа, а у обычного не менее 2,5 см.
- Работать с материалом лучше всего на деревянной поверхности.

Сверление по разметке

Рис. 1. Сверление отверстий по разметке:
а – разметка и кернение центра отверстия; б – разметка и кернение контрольной окружности; в – увод сверла от центра отверстия; г – исправление направления сверла; 1 – след от кернера; 2 – канавка от предварительно просверленного отверстия; 3 – обработанное отверстие
Данный вид обработки заготовок выполняется в несколько этапов:
предварительное.
окончательное.
При предварительном сверлении высверливают небольшое отверстие (0,25d). Далее отводят шпиндель со сверлом для проверки подготовленного отверстия с исходной разметкой.
При удовлетворительном результате предварительного сверления (рис. 1, б) осуществляют окончательную обработку, для чего продолжают работу до выхода режущего инструмента из детали. В случае возникновения скоса и ухода высверливаемого отверстия (рис. 1, в) выполняют корректировку посредством крейцмейселя — прорубаются канавки в том направление, куда необходимо сместить отверстие (рис. 1, г). Благодаря направляющим для сверла задается направление в нужную сторону для исправления скоса.
Общие принципы сверления + (Видео)
Как уже говорилось, сверловка — самое распространенное занятие для ремонтника, а потому важно сразу же выучить несколько основных правил, связанных с этим занятием

Использование подходящего инструментария. Существует множество сверл, каждое из которых предназначено для определенного рода материалов. Потому не стоит пытаться сверлить бетон сверлом по дереву и наоборот
Также важно учитывать условия, в которых будет эксплуатироваться инструмент. К примеру, для ремонта во внутренних помещений нельзя использовать промышленные дрели (это попросту небезопасно)
Важно учитывать и устойчивость к влаге: для наружных работ будет необходим инструмент класса IP34, если климат в данной местности влажный и IP32, если работать предстоит в хорошую погоду. Внутри помещения можно использовать IPX2/
Грамотная разметка. Прежде чем начинать какие-либо работы, важно аккуратно и точно разметить места сверления маркером. Под маркер еще можно наклеить бумажный скотч, чтобы дрель не скользила по материалу.
Выбор необходимой скорости сверления. Здесь все зависит в равной мере как от материала, так и от диаметра лезвия. Если речь идет об очень тонких сверлах (с диаметром менее 3 мм), то тут надо работать на низких оборотах, менее четырехсот за минуту. Для остальных сверл существует следующее правило: чем тоньше сверло, тем большая скорость сверления требуется.
Кроме того, важно следить за тем, чтобы рукоятка была надежно прикреплена к валу ручной дрели. Нельзя также допускать перекоса сверла
Безопасность при сверлении отверстий в металлических заготовках
Приступать к сверлению отверстий в металлических заготовках следует с высокой осторожностью, не допуская быстрого разрушения сверла. Соблюдение несложных правил при сверлении обеспечит безопасность и даст гарантии выхода качественного продукта по окончанию работы:
- Накануне сверления необходимо внимательно проверить фиксацию всех крепежных устройств на станке.
- К работе приступать можно в специальной одежде, чтобы исключить попадание любых элементов под движущиеся части станка. Глаза от попадания металлической стружки защищают специальными очками.
- При входе наконечника сверла в металлическую заготовку оно должно уже вращаться на небольших оборотах во избежание затупления.
- Выходить сверлом из просверленного отверстия следует постепенно, снижая обороты, но не останавливая полностью.
- Когда наконечник сверла не заглубляется в заготовку, придется проверить прочность металла. При проведении по поверхности напильником удается определить степень прочности. Если шероховатости на сплаве не остается, нужно выбрать сверло с алмазным наконечником или из более твердого материала, и сверлить на малых оборотах.
- Сверла маленького диаметра, которые с трудом фиксируются в патроне, рекомендуется обматывать на хвостике латунной проволокой для увеличения диаметра обхвата.
- Если работа проводится с полированной заготовкой, можно надевать фетровую шайбу на основание сверла во избежание повреждений при соприкосновении с патроном дрели.
- Для фиксирования металлических заготовок из полированной или хромированной стали применяют тканевые или кожаные прокладки.
- При высверливании глубоких отверстий небольшой фрагмент спрессованного пенопласта, насаживаемого на сверло, обеспечит сдувание мелкой металлической стружки. Также пенопласт даст возможность заглублять сверло до необходимой отметки при производстве глухих отверстий.
Мощность электрических дрелей должна учитываться при сверлении отверстий в металлических заготовках различной твердости. Производители электрического инструмента маркируют приборы, указывая технические характеристики на их корпусе. Для дрелей различной мощности предполагаются сверла соответствующего диаметра.
Любые , в том числе и сверление, вы можете доверить специалистам компании Профлазермет. Мы сами определим нужный диаметр отверстия и подберем подходящий инструмент, которого у нас большой выбор. В итоге вы получите идеальное решение в короткие сроки.