Содержание
Блоки (панели) управления установками для сварки ТИГ
Блоки (панели) управления установками для сварки ТИГ могут быть, как очень простыми, так и очень сложными с различными функциями. Самый простой блок управления позволяет регулировать только ток сварки. В то время как расход защитного газа настраивается регулятором, вмонтированном в горелку ТИГ. Современные блоки управления позволяют включать защитный газ до зажигания дуги и продолжать его подачу некоторое время после выключение тока сварки. Последнее обеспечивает защиту вольфрамового электрода и остывающей сварочной ванны от воздействия окружающего воздуха. Блоки управления установками для сварки ТИГ могут также обеспечивать контроль нарастания и снижения тока сварки, а также импульсный режим сварки (пульсацию тока). Регулирование времени плавного нарастания тока до номинального уровня при зажигании дуги предохраняет вольфрамовый электрод от разрушения и попадания частичек вольфрама в сварной шов. Регулирование времени плавного снижения тока при окончании сварки предотвращает образование кратера и пористости.
При импульсном режиме сварки устанавливаются два уровня тока: ток импульса и ток базы. Значение тока базы выбирается из условия поддержания горения дуги. Плавление основного металла осуществляется током импульса, в то время как во время паузы сварочная ванна остывает (вплоть до полной кристаллизации в зависимости от параметров импульсного режима). Длительности импульса и паузы могут регулироваться.
При импульсной сварке шов выглядит, как ряд наложенных друг на друга сварных точек, причем степень их перекрытия зависит от скорости сварки.
Правила безопасности
При сварке нельзя забывать о правилах безопасности. Необходимо использовать средства защиты для сварщика: маску или щиток, перчатки или краги, специальную одежду и обувь.
Все маски можно разделить на активные и пассивные. Смотровое стекло пассивных масок имеет постоянное затемнение. У активных затемнение происходит только как реакция на световую вспышку от дуги. Преимуществом этого варианта является то, что на время прекращения сварочного процесса стекло становится прозрачным и сварщик хорошо видит объект. Нет необходимости приподнимать стекло, что достаточно удобно.

Основные виды сварочных краг:
- Брезентовые. Не востребованы, поскольку плохо выполняют основную функцию защиты рук от высокой температуры и искр. При попадании искр легко прожигаются.
- Спилковые. Изготавливаются из специально обработанной кожи свиней или коров. Устойчивы к летящим искрам. Прочны, эластичны, гигиеничны. Не сковывают движения рук. При наличии внутри хлопчатобумажного слоя сохраняют тепло рук.
- Войлочные. Удобны для работ при сварке.
Существуют комбинированные модели, в которых использованы разные виды материалов. Сварочные краги бывают длиной до локтя и закрывающие только кисть руки. Наличие возможности стягивания края перчатки обеспечивает дополнительную безопасность.

Костюм для сварщика должен быть изготовлен из материалов высокого качества. Он должен обладать устойчивостью к попаданию брызг расплавленного металла. Требования к костюму сварщика указаны в ГОСТе 12.4.250. Главные части костюма – куртка и брюки. Материал, из которого они сшиты, должен обладать большой теплоустойчивостью. Согласно нормативному материалу куртка должна прикрывать брюки более, чем на 20 см. Застежки закрываются клапанами. Максимальное расстояние между ними на куртке – 15 см.
В правила соблюдения техники безопасности входит электробезопасность. Баллон с аргоном должен быть расположен на расстоянии не менее 5 метров от возможных источников огня. Баллон должен быть поставлен вертикально и быть закреплен во избежания падения. Перед работой необходимо проверять состояние шлангов.
Характеристика электрода
Вольфрамовые электроды применяются для сварки неплавящимся электродом. Они отличаются высокой температурой плавления и тем, что не участвуют в формировании сварочного шва. Широкое применение получили такие марки (ГОСТ 23949−80):
- чистый вольфрам;
- с окисью лантана;
- с окисью иттрия;
- с окисью тория.
 Эти легирующие элементы улучшают качество вольфрама и добавляют стойкости к плавлению. Для различия стержней принята буквенная и цветовая маркировка. Буквенная говорит о химическом составе и примесях, а цветовая говорит о видах окиси, которые содержит электрод.
Эти легирующие элементы улучшают качество вольфрама и добавляют стойкости к плавлению. Для различия стержней принята буквенная и цветовая маркировка. Буквенная говорит о химическом составе и примесях, а цветовая говорит о видах окиси, которые содержит электрод.
Выбор диаметра электрода зависит от марки вольфрама, рода и величины сварочного тока. Если правильно подобрать режим сварки, то за каждый час сгорания расход стержня не будет превышать двух сантиметров. Температура рабочей среды может достигать 6 тыс. градусов тепла.
При нагреве неплавящиеся электроды могут в атмосфере окисляться, поэтому рабочая среда вольфрама защищается газом. За счёт использования аргона и гелия достигается качество сварки. Наиболее комфортной будет сварка с прямой полярностью при постоянном токе. В этом случае горелка комфортная и облегчённая, поэтому процесс сваривания проходит легко.
 Особенностью электродов для TIG-сварки является необходимость контролировать и подготавливать состояние их кончика. От этого зависит давление дуги на поверхность и распределение энергии, что влияет на глубину и ширину проварки изделия, а также размеры и форма шва. Правила заточки зависят от марки самого расходника и условий работы аргонодуговой сварки. Затачивать кончик электрода можно с применением болгарки или точильного круга.
Особенностью электродов для TIG-сварки является необходимость контролировать и подготавливать состояние их кончика. От этого зависит давление дуги на поверхность и распределение энергии, что влияет на глубину и ширину проварки изделия, а также размеры и форма шва. Правила заточки зависят от марки самого расходника и условий работы аргонодуговой сварки. Затачивать кончик электрода можно с применением болгарки или точильного круга.
Оборудование
Проводить сварочный процесс с защитным газом, неплавящимся вольфрамовым электродом можно с помощью обычного инвертора с горелкой, которая может подавать газ. Однако существует два вида специализированного инструмента:
- Инвертор TIG. Дополняется блоком, который может вырабатывать прямой или переменный ток. Благодаря этому увеличивается функционал аппарата. Даёт возможность работать со сталями, алюминием, сплавами.
- Сварочные выпрямители. Аппарат преобразует переменный ток в постоянный. Является профессиональным аппаратом.
Оборудование и расходные материалы нужно выбирать зависимо от того, какой металл или сплав будет обрабатываться.
Инвертор ТИГ сварки
Алгоритм сборки сварочного аппарата
После покупки установки, расходных материалов, соединительных элементов нужно собрать отдельные детали и механизмы вместе. Этапы сборки:
- Соединить осциллятор с инвертором.
- Провод, отвечающий за массу, закрепить на клемме, отмеченной значком плюса.
- Провод, который соединён с горелкой, нужно подключить к клемме со значком минуса.
- На рукав, через который будет проводиться поток газа, закрепить горелку.
- Подготовить баллон с аргоном. Накрутить редуктор.
- Рукав, подающий газ, закрепить на редукторе.
- Инвертор подключить к общей сети — 220 В. Осциллятор должен питаться от блока питания, вырабатывающего 6 В.
TIG MIG сварка, что это такое и в чем отличия.
- Технология Tungsten Inert Gas еще называется РАД – ручная аргонная сварка с использованием вольфрамового электрода (тонкие металлы варят без присадки встык, заготовки толще 2 мм – с использованием присадочной проволоки); Встречается аббревиатура wig – обозначающая, что применяется именно вольфрам для электрода;
- Метод Metal inert gas – ручная аргонодуговая обычным плавящимся электродом.
РАД осуществляется как на постоянном токе, так и на переменном. Чтобы различать аппараты, выдающие переменный и постоянный ток, введено обозначение аргонодуговой сварки AC DC. Аппараты для TIG, выдающие постоянный ток, называют DC-оборудованием
При выборе инверторов важно учитывать, для чего нужна аргоновая сварка. Сварочные аппараты AC/DC (direct current/alternating current) работают в двух режимах, можно работать на постоянном и переменном токе
Переменный ток — АС
Аргонодуговая сварка, проводимая на переменном токе (AC) – используется для металлов с тугоплавкой оксидной пленкой таких как алюминий. Глубина проплавления на переменном токе существенно ниже, чем на постоянном токе порядка 14-22%.
Импульсная аргонодуговая сварка обеспечивается подачей кратковременных импульсов, используется при работе с плавящимся и неплавящимся электродом. При импульсно-дуговой технологии электродуга условно подразделяется на дежурную, поддерживаемую в холостом режиме, и рабочую, возникающую при подаче импульсного тока.
Сборка и проверка работоспособности
Для изготовления входного преобразователя аргоновой сварки может подойти силовой трансформатор, рассчитанный на рабочую мощность порядка 1 киловатта и обеспечивающий требуемый коэффициент снижения напряжения.
Помимо этого следует побеспокоиться о приобретении осциллятора, выдающего на выходе напряжение амплитудой от двух с половиной до шести тысяч вольт и рабочей частотой порядка 200-500 килогерц. Указанные параметры выбираются с тем расчётом, чтобы в зазоре между электродом и заготовкой происходила ионизация воздуха, заметно облегчающая розжиг дуги.
Настройка собранного прибора аргоновой сварки состоит в проверке функционирования его отдельных узлов, включая осциллятор, импульсный преобразователь и блок питания. Тестирование работы основных узлов агрегата, как правило, проводится в сварочном режиме, то есть в реальных условиях. Для этого потребуется выполнить следующие рабочие процедуры.
Во-первых, посредством вентилей выставляется требуемая концентрация смеси газов, определяемая величиной сварочного тока и параметрами сплавляемых заготовок.
Затем в зажим держателя вставляется вольфрамовый электрод, посредством которого зажигается дуга размером не более 2,5−4-х мм.
Сплавляемые детали во избежание смещения надёжно закрепляются на рабочем столе, после чего включается аппарат аргоновой сварки, импульс тока с которого подаётся с небольшой задержкой относительно поступления газа. И, наконец, после розжига полноценной дуги и образования сварочной ванны к этому месту в ручном режиме подаётся заранее подготовленная присадочная проволока.
Нельзя забывать о том, что при проверке работоспособности собранного аппарата необходимо пользоваться специальной защитной маской, перчатками из плотной ткани и спецодеждой. Следует руководствоваться требованиями пожарной и электрической безопасности, регламентирующими порядок действий при сварочных работах.
В завершение надо отметить, что собрать своими руками конструкцию для аргоновой сварки по силам только специалисту с большим опытом подобных операций. Однако грамотный подход к подбору готовых блоков будущего устройства облегчит предстоящие работы, а также снизит возможные риски самостоятельной сборки.
Узлы, пригодные к модернизации
Важнейший параметр любого сварочного аппарата — вольт-амперная характеристика (ВАХ), за счёт неё и обеспечивается стабильное горение дуги при разной её длине. Правильная ВАХ создаётся микропроцессорным управлением: маленький «мозг» инвертора на ходу меняет режим работы силовых ключей и мгновенно подстраивает параметры сварочного тока. К сожалению, каким либо образом перепрограммировать бюджетный инвертор нельзя — управляющие микросхемы в нём аналоговые, а замена на цифровую электронику требует незаурядных знаний схемотехники.
Однако «умений» управляющей схемы вполне достаточно, чтобы нивелировать «криворукость» начинающего сварщика, ещё не научившегося стабильно удерживать дугу. Гораздо правильнее сосредоточиться на устранении некоторых «детских» болезней, первая из которых — сильный перегрев электронных компонентов, ведущий к деградации и разрушению силовых ключей.

Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Технология и применение аргонной сварки
Аргоновая сварка немного напоминает обыкновенную дуговую, но для защиты сварочной ванны в ней используется защитный газ — аргон. Данный инертный газ имеет ряд присущих только ему свойств.
- Поскольку аргон тяжелее воздуха на 38%, он хорошо проникает в сварочную ванну и защищает ее от газов, находящихся в атмосфере. Благодаря этому сварочный шов получается без образования оксидной пленки, что улучшает качество соединения.
- Аргон присутствует в воздухе, поэтому он является побочным продуктом, образующимся при получении кислорода и азота из атмосферы, и является самым недорогим среди защитных газов для сварки.
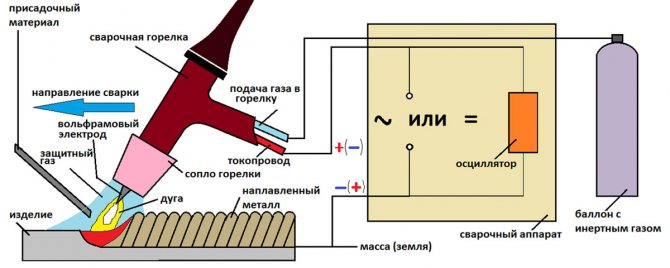
Процесс сварки в среде аргона происходит по следующему принципу. Буквально за 1 секунду до розжига дуги в горелку подается аргон. Сварщик подносит электрод к детали, приготовленной для соединения, и нажимает кнопку включения. Но поскольку для розжига дуги в среде защитного газа требуется его высокая ионизация, то в работу вступает осциллятор.
Осциллятор — это прибор, вырабатывающий высокочастотные и высоковольтные импульсы, способные ионизировать газ и зажечь дугу между электродом и заготовкой.
После розжига дуги в место соединения деталей подается присадочная проволока вручную или в автоматическом режиме. Детали свариваются за счет плавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок.
Традиционно под аргоновой сваркой подразумевают соединение металлов с помощью неплавящегося вольфрамового электрода, создающего дугу, и присадки в виде металлического прутка или проволоки. Данный тип сварки имеет международное обозначение “TIG”.
Применяется аргонная сварка в следующих сферах.
Каркасное строительство. Сварные швы способны выдерживать постоянные нагрузки.
Стыковка труб как стальных, так и из цветных металлов, в том числе труб из различных сплавов.
Соединение разнородных металлов.
Сращивание практически любых металлов между собой: титана, меди, алюминия, нержавейки, бронзы, латуни, чугуна и т.д
Особенно это важно для автомобилестроения.
Изготовление декоративных и ювелирных изделий.
Технология аргонодуговой сварки
Выполнение сварочных работ всегда требовало определенного профильного образования. Но современные технологии позволили настолько упростить этот процесс, что благодаря специальному оборудованию удается получить качественный результат даже в домашних условиях. Принцип работы аргонно-дуговой сварки также отличается простотой, что позволяет использовать его даже непрофессиональным рабочим.
Основное отличие сварки с аргоном от обычного электродного метода заключается в том, что работы проводятся с использование защитного облака создаваемого с помощью аргона. При этом температура в столбе дуги достигает 2000°C, что позволяет использование вольфрамовой неплавящейся проволоки в качестве основного расходного материала.
Другими особенностями технологического процесса являются:
- Электрод необходимо располагать как можно ближе к поверхности обрабатываемого металла. Это позволяет обеспечить необходимую температуру сварочной ванны при аргонно-дуговой сварке и обеспечить необходимую толщину шва и глубину провара. Чем дальше электрод от металла, тем ниже качество наложенного шва.
- Направленность движений – вести электрод необходимо вдоль шва. Отсутствие колебательных движений помогает создать эстетически привлекательный шов. При этом от мастера требуется практика, чтобы создать все необходимые условия для достаточного провара.
- Сущность технологических процессов аргонно-дуговой сварки сводится к тому, чтобы в момент наложения шва на него не воздействовал кислород и азот, выделяющийся во время сгорания металла. Необходимо следить за тем, чтобы электрод и присадочный материал постоянно находились в защитном облаке аргона.
- Скорость подачи проволоки должна быть равномерной. Должны отсутствовать рывки, при которых наблюдается разбрызгивание металла. Техника электродуговой сварки в среде аргона подразумевает последовательность действий мастера: правильно выбранный угол подачи присадочной проволоки впереди горелки, строгое соблюдение направленности нанесения шва и точные настройки относительно интенсивности подачи газа на горелку.
- Скорость сварки – наложение сварного шва осуществляется медленно. При этом необходимо учитывать возможные металлургические процессы, присущие этому методу обработки. К примеру, подача газа на поверхность детали должна начаться на 10-15 сек. раньше, а закончится, спустя 7-10 сек после наложения сварного шва. Заваривание кратера осуществляют с помощью реостата (снижая силу тока на дугу). Расчет расхода аргона при сварке выполняют с помощью специальных таблиц и норм. Основные положения можно узнать в ГОСТ 14771 76.
Большинство нюансов связанных с выполнением работ мастер узнает с помощью практики. Некоторую помощь можно получить из специальных справочников и пособий для проведения сварочных работ в среде защитных газов. Производители оборудования также стараются заинтересовать потенциального покупателя и предоставляют множество полезной информации и расчеты режимов сварки в инструкции по эксплуатации.
Особенности методики аргонно-дуговой сварки заключаются в правильном комбинировании: подачи проволоки, воздействия вольфрамового электрода, интенсивности подачи аргона и скорости наложения шва. Регулировать все эти составляющие станет проще по мере получения опыта.
Технология варки и параметры TIG
Для соединения металлических деталей аргонодуговым методом выполняют следующие действия:
- Очищают края заготовок от грязи, обезжиривают. Даже если детали выглядят чистыми, пропускать этот этап не стоит.
- Устанавливают силу тока. От этого параметра зависит качество сварного соединения. Существуют специальные таблицы, помогающие правильно выбрать силу тока.
- Задают полярность. При работе с постоянным током выбирают прямой вариант. Обратная полярность используется при сварке с переменным электричеством.
- Затачивают и полируют конец электрода. При соединении тонких металлических изделий выбирают специальные стержни. Их доводят до остроты. При соединении толстых элементов угол заточки меняют.
- Для возбуждения электрической дуги проводят стержнем по металлической поверхности. Можно активировать опцию TIG Lift, ускоряющую этот процесс. Иногда переводят инвертор в режим бесконтактного поджига. Последний метод доступен пользователям дорогостоящего оборудования, для которых он предпочтительнее.
Настройка готового оборудования
Самодельная установка для аргоновой сварки требует следующих настроек.
- Заточите вольфрамовый электрод на точиле, чтобы он стал похож на иглу. Делается это для того, чтобы дуга концентрировалась на конце иглы и не “гуляла” в разные стороны.
- Возьмите горелку и установите в нее вольфрамовый электрод. Диаметр электрода должен соответствовать цанге, в которой он закрепляется.
- Откройте вентиль на горелке и отрегулируйте необходимую скорость потока аргона с помощью редуктора (будет достаточно расхода 12-15 л/мин.), после чего снова закройте вентиль на горелке.
- Включите осциллятор и поднесите горелку с электродом к металлу, к которому подключен кабель массы.
- При нажатии кнопки включения между металлом и электродом на расстоянии около 0,5 мм должна появиться дуга.
- Включите подачу газа и снова нажмите на кнопку. В этом случае дуга должна поджигаться уже на расстоянии 10 мм и более.
После проведения вышеописанных несложных настроек можно сказать, что аппарат c функцией TIG полностью готов к работе.
https://youtube.com/watch?v=ToozvSUtsY8
Вместо заключения
Теперь вы знаете, как переделать сварочный инвертор в полуавтомат в домашних условиях. Такой аппарат станет отличной заменой полуавтомату заводского изготовления. Переделка обойдется недорого, и вы сможете развить свои навыки в сборке электроприборов. Самодельный полуавтомат хорошо переносит неаккуратное хранение и в целом неприхотлив к условиях работы. Еще одно преимущество самодельного аппарата — это его «начинка». Вы с точность до детали знаете, из чего он собран. Поэтому смоете быстро и недорого его починить в случае необходимости.
Но учтите, что не всегда самодельный полуавтомат из сварочного инвертора может решить все ваши трудности. Мы не рекомендуем переделывать инвертор под полуавтомат, если вы планируете использовать его как постоянный рабочий инструмент. Вы должны понимать, что самодельный аппарат может быть не таким надежным и продуманным, как заводской. И если вы будете выполнять сварку на выезде, то рискуете попасть в неприятную ситуацию. Для выполнения полупрофессиональной сварки лучше все-таки купить аппарат в магазине.
Конечно, в этой статье мы не затронули множество нюансов сборки самодельного полуавтомата. Но мы рассказали о самом главном. Инвертор можно переделать в полуавтомат, но это довольно трудоемко и самодельный аппарат будет работать немного хуже заводского. Вы должны понимать это, прежде чем примете верное решение. Желаем удачи в работе!
Недостатки режима TIG
Аргоновая сварка очень универсальна, но не лишена недостатков. Распространенными минусами могут быть:
- Вытеснение инертного газа ветром при работе на улице. Для предотвращения этого необходимо выставлять специальные щиты, закрывающие рабочее место и увеличивать подачу аргона, что ведет к перерасходу газа.
- Предварительная очистка поверхности. В отличии от MMA, TIG требует тщательной зачистки свариваемых кромок от масла и ржавчины, а также краски. Без этого гарантированы поры в структуре шва.
- Сопло и колпачок на горелке могут мешать вести шов в труднодоступных местах. Это относится к угловым соединением с малым градусом или к работе внутри небольших пространств для руки. В первом случае увеличивают вылет иглы, что приводит к ее перегреву, а во втором — переставляют малый колпачок, но для этого приходится обрезать вольфрамовый электрод.
- TIG lift, при розжиге вне зоны шва, может оставить небольшой след на поверхности, требующий зачистки в случае если это лицевая сторона изделия.
Применение
ТИГ сварка активно используется в промышленности из-за высокой температуры горения электрической дуги. Эта технология позволяет сваривать детали из углеродистой и нержавеющей стали, чугуна, алюминия и иных тугоплавких металлов. Технология TIG нашла применение в следующих сферах:
- машиностроение;
- пищевая промышленность;
- строительство зданий и объектов инфраструктуры;
- сооружение нефтяных вышек и буровых конструкций;
- прокладка трубопроводов;
- космонавтика и ракетостроение;
- строительство самолетов, поездов и кораблей.

ТИГ сварка используется в бытовых условиях. С помощью этой технологии можно устранить трещины в радиаторе автомобиля, изготовить кухонную посуду или металлические сушители для полотенец.
ОБЩАЯ ИНФОРМАЦИЯ
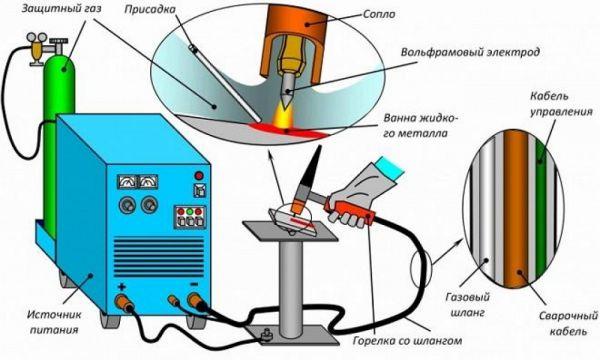
Итак, TIG (или аргонодуговая) сварка – это разновидность дуговой ручной сварки, выполняемой с помощью инертного газа (который защищает сварную зону от окисления) и неплавящегося электрода (в основном вольфрамового).
Для выполнения процесса TIG сварки нужен специальный сварочный аппарат. Обычно информация о том, для каких целей подходит устройство, производитель указывает в характеристике продукта.
Проще говоря, пометка «TIG» на оборудовании свидетельствует о его пригодности к аргонодуговой сварке.
Принцип его действия подобен инвертору для ММА сварки (ручной дуговой сварки покрытым электродом) – дуга так же образуется между электродом и металлом. Единственное различие – возможность подачи газа в сварочную зону.
Газ в данном случае защищает металл от окисления. В технологии возможно использование гелия, смеси гелия с аргоном, или же чистого аргона. Последний вариант является самым распространённым (отсюда и название – аргонодуговая сварка).
Поскольку при TIG электрод не формирует шов, а лишь расплавляет кромки и не смешивается с основным металлом, в некоторых случаях приходится добавить в сварочную зону металлический пруток, чтобы сформировать шов.
Аппараты TIG распространённые и бюджетные. Это способствует их использованию в быту, для машинных и кузовных работ. Помимо этого, устройства широко применяются в масштабных проектах – при сборке кораблей, самолетов ракет, и т.д.
Таким образом, аппараты аргонной сварки применяются и в промышленности, и в быту.
Но если количественный показатель не является основной целью процесса, инверторный аргонный сварочный аппарат существенно увеличит ваши профессиональные возможности, ведь швы формируются очень качественно.
Как было сказано ранее, оборудование TIG делятся на бытовое, промышленное и профессиональное. Обычно производитель сам указывает, к какому классу относится модель.
Главное их отличие – характеристики. По этому, при покупке аппарата будьте внимательны и бдительны, читайте указания и пометки на товаре.
Это интересно: Трансформатор для точечной сварки, самодельная точечная сварка
Похожие записи:
 Кальян из подручных средств в домашних условиях
Кальян из подручных средств в домашних условиях
 Как построить красивый дом в minecraft
Как построить красивый дом в minecraft
 Домик на дереве своими руками
Домик на дереве своими руками
 Процесс создания воскопресса своими руками
Процесс создания воскопресса своими руками
 Сколько по времени нужно заряжать аккумулятор автомобиля?
Сколько по времени нужно заряжать аккумулятор автомобиля?
 Плюсы и минусы пеноплекса для основания каркасного бассейна и инструкция по установке
Плюсы и минусы пеноплекса для основания каркасного бассейна и инструкция по установке