Содержание
Материал фрез

Прежде чем приступать к затачиванию, обязательно узнайте, из чего инструмент был изготовлен. Это могут быть следующие материалы:
- Алмаз – самый прочный минерал естественного или искусственного происхождения оставляет ровный срез, используется не так часто по причине дороговизны, высокоэффективен на производстве с повышенным классом точности.
- Металлокерамика. К преимуществам можно отнести высокую износостойкость, а также то, что керамика практически не нагревается (металл с низкой температурой плавления не деформируется), а также фактически не забивается стружками.
- Сплавы повышенной твердости. Их достоинство очевидно – они очень твердые, поэтому ими можно обрабатывать металлы с высокой прочностью.
- Быстрорежущая сталь. Обычно изготавливаются с большим содержанием вольфрама и/или молибдена. Используется стойкость марок Р9, Р12 и Р18.
- Углеродистая инструментальная. Применяется не очень часто, поскольку эксплуатация такого типа фреза возможно исключительно на невысоких скоростях для предотвращения деформаций.
- Легированная. Также допускается нечасто – для фасонных резцов, которыми нужно обрабатывать заготовку на невысоких оборотах.
- Твердые сплавы. Их можно использовать на скоростном режиме, который в 5-10 раз превышает темп быстрорежущих резцов. При этом они не теряют качество разреза и могут быть применимы даже при температуре более 80 градусов. Этого позволяют достичь титан, кобальт, вольфрам и другие элементы в составе. Заточка твердосплавных фрез производится по обычным принципам, к тому же одного инструмента хватает на больший объем работы.
Виды фрез
Всего существует несколько видов режущего инструмента. К таковому относится: цилиндрический, концевой, дисковый, торцевой и пазовый.
По виду предназначения:
- угловой,
- фасонный,
- шпоночный,
- для обеспечения пазов вида Т.
По поверхности:
- пластмассе,
- дереву,
- металлической,
- стеклу,
- иные.
Затачивание сложно, так как протяженность режущего основания большая. Поэтому используются специализированные инструменты. А некоторых случаях шлифование осуществляется вручную, но работник, выполняющий эти работы должен обладать опытом. Не имеющий навыков сотрудник может допустить брак и на зубьях появятся дефекты: трещины, заусеницы или раковины, в связи, с чем инструмент нужно будет шлифовать повторно, а это приведет к уменьшению размера.

Основные типы конструкций
На современном рынке предлагаются без преувеличения сотни фрез разного назначения, профилей и конструкции. По конструкции отличают три основные группы этого режущего инструмента.
Сборные
Самый простой и распространенный тип. Состоит из хвостовика, несущего корпуса и закрепленных на нем режущих ножей. Все три детали выполнены их разных сплавов. Ножи – из специальной режущей стали, все остальное из более дешевых металлов. Сборными называются потому, что сборка из разных деталей производится при производстве. Далее ни разобрать, ни собрать элементы такой оснастки нельзя, все закреплено наглухо.

Монолитные
Это практически та же оснастка, что и вышеописанные сборные из трех частей. Ничего не меняется и не переставляется. Отличие от сборного варианта в том, что вся фреза выполнена из одного и того же сплава. По-другому такие фрезы называют затылованными.

Со сменными режущими кромками
Такие конструкции позволяют снимать или переставлять отдельные режущие элементы, получая нужный режущий профиль. Как пример, на изображении ниже фреза паз/шип.
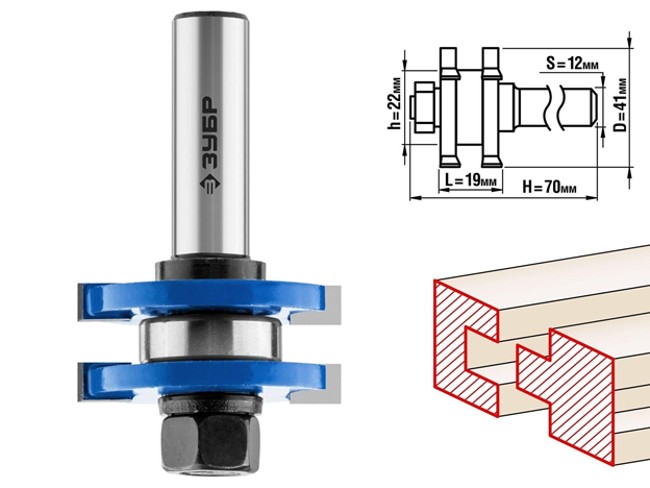
При использовании двух режущих кромок получается выборка в виде шипа. Если открутить гайку, снять один режущий элемент и отрегулировать высоты фрезы до нужного размера, можно получить паз под этот шип.
Пример такой оснастки:

Насадные фрезы со сменными ножами также используются на стационарных фрезерных станках. Это барабан для крепления ножей по типу тех, которые стоят на обычных электрических рубанках. Но вместо обычных плоских в него могут вставляться фигурные ножи с разным профилем.
Фреза по дереву: основные правила заточки
Зубчики изделия могут быть абсолютно разными. Наклон этих элементов может быть разным и характеризуется основной частью кромки. Параметры определения подходящих зубцов зависят от инструмента, а также от особенностей выбранного вами изделия.
Процесс заточки фрезы может обходиться и без специального дорогостоящего оборудования, так как можно использовать алмазные бруски малой толщины. При этом нужно пользоваться обычной водой или жидкостью с мыльным раствором. Когда процесс заточки подойдет к концу, стоит вымыть и высушить инструмент.
Сначала фрезу необходимо демонтировать. Главное, чтобы вы не забыли очистить ее от смол и древесины. С данными задачами способен справиться обычный растворитель.
Чтобы эффективно решить данные проблемы, вы должны делать выбор в пользу качественных материалов. Если вы этого не сделаете, то и работа не принесет желаемого результата.
- вам нужно пользоваться брусками с различным уровнем зернистости. Этот параметр зависит от того материала, который вы собираетесь удалить;
- немаловажную роль играет чистота основания, определенная вами изначально. Перед тем, как производить процесс заточки, стоит убедиться в том, что брус будет нужной вам формы;
- симметрия сохраняется только в том случае, если вы попытаетесь в процессе заточки изделия создать конфигурацию, аналогичную движению резцов;
- если материал зубцов довольно мягкий, то замените брус абразивной бумагой, которая обеспечит идеально-ровное основание;
- концевые изделия затачивают на том устройстве, которое для этого предназначено. Круг вращается не слишком быстро, поэтому вам придется купить абразивное изделие.
Конечно, процесс заточки фрезы занимает немало времени. Однако данный ресурс окупится со временем, ведь вы будете выполнять свою работу с максимальным эффектом.
Это основные моменты, которые касаются данной сферы деятельности. Вы должны учесть все нюансы, чтобы добиться максимального результата, ведь все другие правила не обеспечат вам такого же эффекта.
Быстрая очистка и заточка фрез по дереву. Или как заточить концевую фрезу своими руками:
Фреза – инструмент, используемый для обработки различных изделий. Применяются фрезы различного типа, которые позволяют производить изменение внешних и внутренних поверхностей с необходимой точностью. Для достижения высокой производительности фреза должна иметь высокую кондицию – быть остро заточенной. Заточка концевых , древесиной, пластмассой, стеклом производится с использованием специальных станков и оснастки.
Вырезание отверстий
Для вырезания отверстий в деревянных заготовках можно использовать прямую пазовою фрезу. Если отверстие имеет сложную форму, то оно вырезается фрезером по заранее подготовленному шаблону с использованием копировального кольца. Последнее крепится к подошве фрезера и при работе агрегата задает движение инструмента в нужном направлении.
Итак, чтобы вырезать отверстие в деревянной заготовке, нужно выполнить следующие операции:
- закрепите в цанге аппарата прямую пазовую фрезу;
- прикрепите к подошве фрезера копировальную втулку;
- положите на верстак заготовку, в которой требуется сделать отверстие;
- подложите под заготовку небольшие куски ДСП, чтобы немного приподнять ее над столом (это требуется для выхода инструмента при сквозном прорезании детали);
- разместите шаблон с уже подготовленным отверстием на заготовку и прижмите обе детали к столу струбцинами;
- установите минимальную величину вылета фрезы (около 3 мм) относительно подошвы аппарата;
- включите фрезер и аккуратно опустите его на шаблон, чтобы фреза мягко вошла в материал;
- проведите фрезеровку по всему периметру шаблона;
- опустите фрезу еще на 3 мм и повторите вышеописанную операцию;
- продолжайте прибавлять по 3 мм глубины, пока фреза не пройдет заготовку насквозь.
Таким же образом можно вырезать круглое отверстие по соответствующему шаблону. Но для того, чтобы вырезать круг в заготовке, есть способ намного проще. В комплектацию большинства моделей фрезеров уже входит циркульное приспособление. Состоит оно из штанги с регулируемым (заостренным) винтом с одной стороны.
Штанга закрепляется к подошве агрегата, а заостренный винт вставляется в отверстие, служащее центром будущей окружности. Далее, необходимо выставить нужный радиус с учетом диаметра фрезы. На следующем рисунке показано, как правильно рассчитывать радиус отверстия.
Фрезерование проводится обычным способом в несколько этапов, каждый раз углубляя инструмент на 3 мм.
Также фрезером можно производить сверление отверстий, например, под установку мебельных петель. Делается это следующим образом.
- Зажмите в цанге агрегата сверло Форстнера необходимого диаметра.
- Установите минимальные обороты шпинделя.
- Поставьте фрезер площадкой на ровную поверхность.
- Опустите фрезу таким образом, чтобы шип в ее центре не доходил до поверхности стола 2-3 мм, и зафиксируйте привод на направляющих.
- Далее, опустите ограничитель глубины на любую ступеньку револьверного упора и зафиксируйте его стопорным винтом. Благодаря ограничителю глубины фреза не сможет опуститься ниже требуемого уровня.
- Снимите фиксацию привода, чтобы он мог свободно перемещаться вверх-вниз по направляющим.
- На заготовке следует накернить центр будущего отверстия.
- Установите площадку фрезера на заготовку и опустите фрезу таким образом, чтобы шип, расположенный в ее центре, точно попал в намеченное место на детали.
- Немного приподнимите фрезу над заготовкой, включите агрегат и после набора полных оборотов плавно начинайте погружать инструмент в материал, пока ограничитель глубины не дойдет до упора. На этом операция сверления может считаться оконченной.
Перед тем, как выполнять сверление на заготовке, следует проделать эту же операцию на каком-нибудь ненужном отрезке древесины или ЛДСП аналогичной толщины.
Если нужно проделать сквозное отверстие, то ограничитель глубины устанавливать не обязательно. Для “чистого” выхода фрезы на обратной стороне заготовки, сверление нужно проводить в 2 этапа. На первом этапе чашечное сверло погружается в заготовку до тех пор, пока на обратной ее стороне не образуется небольшое отверстие от шипа. Далее, заготовка переворачивается, шип сверла устанавливается в образовавшееся отверстие, и проводится дальнейшее сверление. Таким образом, края отверстия с обеих сторон заготовки получатся ровными и без сколов.
Использование фрезерного инструмента для выборки четверти
Для выборки на кромке деревянного изделия четвертного паза (фальца) используется фреза кромочная фальцевая. Как правило, когда необходимо выполнить достаточно большой объем подобных работ, ручные фрезеры, оснащенные кромочной фальцевой фрезой, применяются в комплекте со специальным приспособлением, которое несложно изготовить руками. Необходимость в нем объясняется тем, что создание четвертных пазов – это достаточно трудоемкая операция, поэтому для ее точного и качественного выполнения лучше использовать дополнительную оснастку.
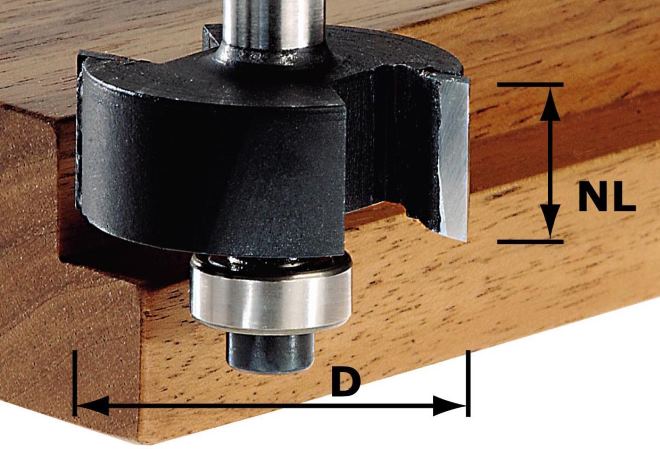
Глубину фальца, выполняемого фрезой, можно изменять установкой подшипника другого диаметра
Следует знать, что фреза кромочная фальцевая при заточке меняет свой рабочий диаметр, что, конечно, отражается на точности выполняемой обработки
Именно поэтому очень важно, чтобы фреза кромочная фальцевая, которую вы собираетесь приобрести, была качественной и не требовала частой заточки
Фреза кромочная фальцевая должна быть обязательно оснащена направляющим подшипником, что позволит обеспечить ее точное и равномерное перемещение по кромке заготовок, отличающихся значительной длиной. В продаже моно встретить целые наборы фальцевых фрез по дереву для ручного фрезера, в которые входят подшипники разного диаметра.
Особенности фрез
Для производства резаков применяются разные материалы. Для дерева пригодны инструментальные стали: быстрорежущие, легированные и углеродистые. Для обработки металла, пластика, керамики, камневидных материалов применяют твердые сплавы, алмазы, эльбор, минералокерамику.
Сталь для фрез по древесине
- Для резки дерева применяются такие марки инструментальных сталей: У-9-А, У-8-А, У-7-А, ХВ-5, 9-ХС, ХГ, ХВГ.
- Быстрорежущая сталь может быть нормальной производительности. Это марки Р-18, Р-6-М-5, Р-9, Р-12 и т.д. Метал повышенной производительности легирован ванадием, кобальтом, молибденом и вольфрамом. Это марки Р-6-М-3, Р-18-Ф-2-К-5, Р-9-Ф-2-К-10, Р-9-Ф-2-К-5 и пр.
Геометрия зубчиков
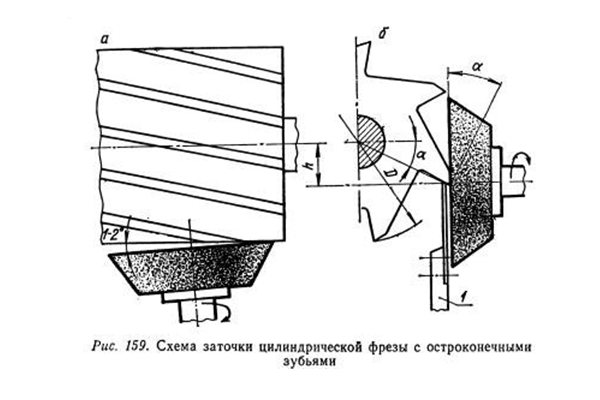
По конструкции резцы фрез делятся на острозаточенные (остроконечные) и затылованные.
- У острозаточенных зубцов участок задней поверхности (шириной n), смежный с режущей частью, является плоскостью . Точатся такие резцы по задней поверхности. Однако, если надо, можно точить их и по передней грани.
- У затылованных резцов фасонных фрез задняя поверхность имеет вид спирали Архимеда . Обработка ее технически очень сложна. Поэтому затачиваются такие зубцы исключительно по передней грани.
Каждый зуб представляет собой отдельный резец.
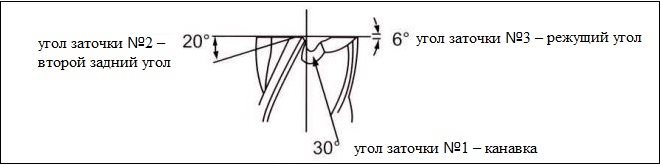
Он имеет стандартные параметры: задний (a) и передний (y) углы, площадь затачиваемой поверхности (n), угол уклона (l).
- Площадка n — это участок задней поверхности резца, который шлифуется при точении. В данном месте зубцы более всего изнашиваются, их размер влияет на силу трения меж фрезой и заготовкой. Из-за этого данную поверхность следует поддерживать в нормируемом диапазоне.
- Угол передней кромки (y) измеряется между касательной к передней грани и радиусом фрезы.
- Основной угол задний (a) измеряется между касательной к задней грани в нормируемой точке основной пилящей кромки и касательной к вращательной окружности этой точки. Данный угол при уменьшении понижает трение меж заготовкой и фрезой.
- Дополнительный угол задний (a1) имеют не все фрезы. Он описывает расширенный просвет меж разрезаемой поверхностью и телом резца. Инструкция говорит о необходимости в заточке этого промежутка при определенном износе фрезы и расширении площадки n. Цель операции – уменьшение трения меж зубцом и заготовкой.
- Исходя из направления и конфигурации режущей кромки различают зубцы винтовые либо прямые. Их уклон описывает угол (l) меж осью инструмента и развернутой винтовой кромкой.
Величина угла зависима от вида фрезы, марки ее материала и типа обрабатываемой заготовки. При резке древесины основной передний угол заточки выбирается в диапазоне 10-20 градусов, иногда больше. Задний угол также колеблется в широком коридоре значений.
Оборудование и методы заточки фрез
В рамках даже небольшого производства не обойтись без использования фрез самого разного назначения. Номенклатура выпускаемых изделий на сегодняшний момент насчитывает тысячи наименований, различных по форме, типоразмеру, сфере применения. При активном использовании происходит износ и потеря необходимой режущей способности, использование тупой фрезы влияет на качество пропилов и ускоряет ее разрушение в разы, что недопустимо. Заточка фрез позволит увеличить срок эксплуатации и снизить финансовые затраты, но только в случае качественно произведенных работ на специальном оборудовании опытным точильщиком.
https://youtube.com/watch?v=26SukX_38yw
Конструктивные особенности
Конструкция любой насадки для фрезера включает в себя два основных элемента: хвостовик и рабочую часть.
- Хвостовик позволяет фиксировать фрезу в патроне используемого оборудования. По своему конструктивному исполнению хвостовик инструмента для ручного фрезера может иметь цилиндрическую и коническую форму, кроме того, на хвостовике нередко выполняется лыска, которая предотвращает его проскальзывание в патроне оборудования. Помимо надежного крепления в патроне ручного фрезера, хвостовик также обеспечивает проникновение инструмента в обрабатываемый материал на требуемую глубину. На хвостовиках отдельных моделей устанавливается подшипник, который выступает в роли упора, огибающего шаблон в процессе обработки. Благодаря использованию такой конструкции, кромке обрабатываемой с помощью ручного фрезера детали придается требуемая конфигурация, а само приспособление, подшипник в котором легко заменить, подвергается минимальному износу. Кроме того, такая насадка, оснащенная подшипником, не нуждается в установке на ручной фрезер копировального кольца, что значительно упрощает работу.
- Рабочая часть инструмента для фрезерного станка ручного типа выполняет основную работу – определяет форму и качественные характеристики обрабатываемой поверхности. Данный элемент имеет монолитную конструкцию (полностью изготавливается из быстрорежущей стали) либо оснащается сменными наборными дисками, закрепляемыми на центральной оси. Второй вариант конструктивного исполнения отличается более высокой стоимостью, но является более практичным, так как позволяет, используя один хвостовик, создавать на его основе инструменты с различной конфигурацией рабочей части (так называемые фрезы насадные).

Конструкция фрез с твердосплавными пластинами
По материалу изготовления инструменты для ручных фрезеров делятся на два основных типа.
- Фрезы, изготавливаемые из быстрорежущих сталей, обозначаются маркировкой HSS. Инструменты из такого материала хорошо демонстрируют себя при обработке ручным фрезером мягкой древесины, но при работе с древесиной твердых пород они быстро перегреваются и тупятся. Большим преимуществом фрез данного типа, кроме всего прочего, является невысокая стоимость.
- Инструменты для фрезерного станка по дереву могут иметь режущую часть, изготовленную из твердосплавных пластин. Узнать такие изделия, которые используются преимущественно для обработки твердой древесины, можно по обозначению HM. Несмотря на то, что они медленнее изнашиваются, при их использовании для обработки мягкой древесины достаточно сложно получить рез высокого качества. Фрезерование при этом следует выполнять на более медленной скорости, чем при использовании фрез из быстрорежущих сталей.

Фрезы из быстрорежущих сталей
Фрезы по дереву для ручного фрезера также различаются формой заточки своих режущих зубьев, которая может быть прямой или винтовой. Инструменты, режущие зубья которых имеют прямую форму, хотя и являются более простыми в обслуживании, но быстрее тупятся. Кроме того, при использовании таких фрез для обработки древесины с разнородной структурой на ней могут возникать сколы и выщерблины.
Получить практически идеальную отфрезерованную поверхность позволяют инструменты для ручного фрезера, режущие зубья которых располагаются по винтовой линии. Между тем использование таких фрез связано с определенными сложностями, которые заключаются в том, что для заточки необходимо использовать специальное оборудование, поэтому, если они утрачивают свои режущие свойства, их чаще всего просто заменяют на новые.
Важен также угол, под которым затачивается рабочая кромка. Такой угол, значение которого выбирается в зависимости от характеристик обрабатываемого материала, как правило, не превышает 90°. Конструкция режущей кромки, кроме передней и задней затыловочной поверхностей, включает в себя и достаточно сложную по конфигурации поверхность, которая отвечает за эффективный отвод стружки из зоны обработки. Следует иметь в виду, что без правильно сформированного стружколома скоростное фрезерование выполнить не получится.
Углы заточки концевых фрез
Наборные фрезерные инструменты (фрезы насадные) нередко выполняют с двойной заточкой режущей части, что позволяет в два раза увеличить их рабочий ресурс. После того как один из рабочих элементов, из которых состоит режущая часть, затупляется, его просто переворачивают на 180°. Между тем рабочие фрезерные насадки с двойной заточкой из-за особенностей своей конструкции не могут выполняться в сложной конфигурации, что значительно снижает эффективность их использования и, соответственно, качество результата обработки.
Виды заточки
Заточка резцов производится по передней и боковой режущей кромке и тыльной части. Например, отрезные и прорезные резцы режут одной передней поверхностью. У проходных основная рабочая поверхность боковая, расположенная к оси держака параллельно или под углом. Вторая кромка, перпендикулярная оси, скользит по детали и срезает оставшиеся кромки, создавая нужный класс чистоты.
Резьбонарезной станок имеет две симметричные кромки, расположенные под углом профиля нити. Они затачиваются по шаблону. Кроме угла между самими режущими кромками, выдерживается угол заточки резца.
Фрезы по металлу имеют сложную поверхность. В одних случаях они напоминают набор токарных резцов, выставленных по кругу — торцовые, в других цилиндры с острыми спиралями — цилиндрические. Отрезные имеют форму плоского диска с острыми зубьями, вырезанными по радиусу.
Способ заточки режущей кромки и затыловки выбирается в зависимости от типа фрезы и твердости материала, который она должна резать. В проходных многорезцовых фрезах вместо переточки производят замену режущих пластин, выставляя их по плоскости и радиусу.
Процесс заточки фрез на станке
Заточка режущего инструмента требует особой точности, чтобы геометрические размеры и свойства были восстановлены. Профессионально выполненная операция способствует увеличению стойкости металла и снижению износа зубьев.
В комплекте станочного оборудования предусмотрено два зажимных патрона, один – для трехперового инструмента, а второй – для четырех и двух. Ошибка установки исключена.
Заточка по ленточке
Выбрать одно из гнезд стакана и цангу, соответствующую размеру.
Процесс выполнения:
- Завести в патрон цангу и зажать гайкой, но сильно затягивать последнюю не нужно.
- Выставить размер длины ленточки для обработки. Расстояние регулируют выкручиваемые винты. Перемещая низ гнезда, следует установить нужную длину, после которую зафиксировать на винтовые соединения.
- Установить инструмент в патрон через верх, задав угол и диаметр. Патрон закрепить в стакане с установкой линии инструмента по отношению элементу заточки. Закрепление производится за штифт канавками.
- Оборудование включить и обеспечить подачу обрабатываемого элемента к кругу заточки. Посредством регуляторов можно снижать и увеличивать съем поверхности металла.
Заточка фрезы по торцу
Нужно воспользоваться другим гнездом на станочном приспособлении.
Процесс выполнения работ:
- Выставить настройки на гнезде, они зависят от жесткости материала. Если металл твердый, то гнездо больше.
- Включить станок, вставить патрон и произвести обработку элемента, до тех пор, пока не прекратится шум.
- В другом гнезде обеспечить заточку инструмента с торца.
- Обработать заднюю стенку инструмента вставлением патрона в гнездо станочного оборудования.

Геометрия зубьев фрезы
Производительность зависит от правильной заточки зубьев. Конфигурации рабочих поверхностей применяются для решения даже самых сложных задач.
Исполнение спиральной фрезы осуществляется с большим и малым наклоном зубьев под заданным углом. Предназначение этого вида инструмента: для проведения черновых и чистовых операций, в том числе переменных шагов.
Угол наклона это угол, образованный между плоским концом и кромкой стружечной канавки стандартной фрезы.
Значение углов:
- малый не более 350,
- большой 350 и выше.
Отличным вариантом для начальной и финишной обработки являются углом наклона зубьев 380. Прямоугольные инструменты имеют максимальное значение.
Инструмент с переменным шагом пользуется спросом, вдоль длины производится замер шага спирали.

Как выбрать
Определить качество и долговечность фрезы можно только при реальной работе. Сделать это до покупки осмотром либо другими способами невозможно. Если требуется покупать большой комплект разных профилей за значительную сумму, можно проверить качество без продолжительных работ следующим способом:
- покупается одна фреза выбранного производителя;
- обратная сторона режущей кромки пробно затачивается обычным напильником с мелкой насечкой;
- если снимаются опилки, сплав недостаточно прочный. (Легко точится – легко тупится).
Покупать большое количество фрез такого качества не стоит. Твердосплавные кромки затачиваются только абразивными кругами точильных станков либо алмазными надфилями, обычный напильник их не берёт.

Представление о качестве может дать репутация бренда. Большинство брендов выпускают для бытового применения «массовый ширпотреб», однако достаточно хорошего качества, чтобы выполнять нужные работы.
Средним и достаточным для работы качеством обладают фрезы вышеперечисленных брендов – Бош, Энкор, Фит и т.д.
Цена не всегда показатель качества. Дело в том, что цена зависит не только от применяемых дорогих или дешевых сплавов, стоимости оборудования, но и от профиля фрезы. Сложный профиль большего размера стоит дороже, чем простой.
Хорошие фрезы выпускают немецкие производители. Гарантия качества, если изделие произведено не, например, «в КНР под контролем и т.д.», а именно на территории Германии. Поэтому при поиске в сетевых магазинах следует кликнуть страну-производитель «Германия». В выдаче будет только продукция, произведенная в этой стране.
Немецкие фрезы идеально сбалансированы, не создают вибраций и биений на больших оборотах, обрабатывают древесину максимально чисто и очень долго сохраняют рабочие качества без заточки.
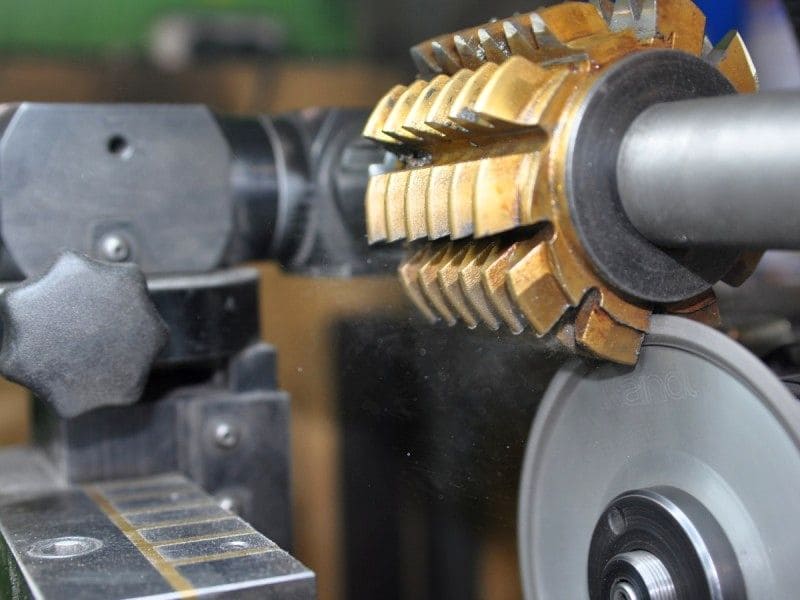
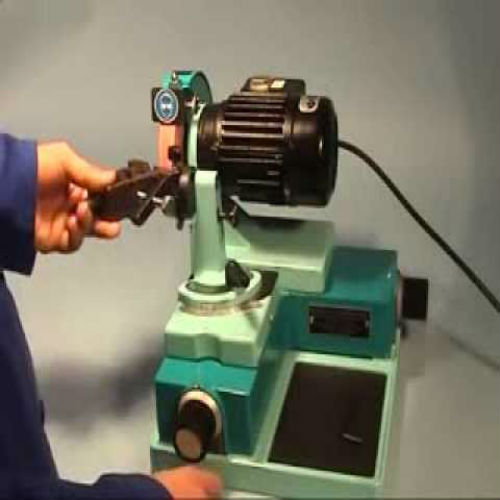
Станки для заточки концевых фрез по металлу
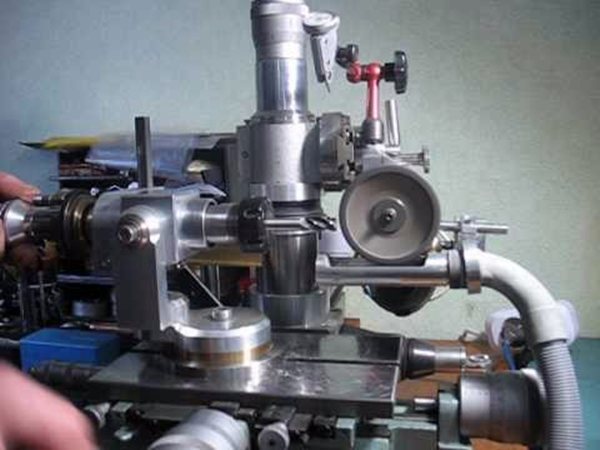
Для заточки концевых фрез по металлу применяют специальные станки, обеспечивающие поступательное и вращательное движение обрабатываемого инструмента.
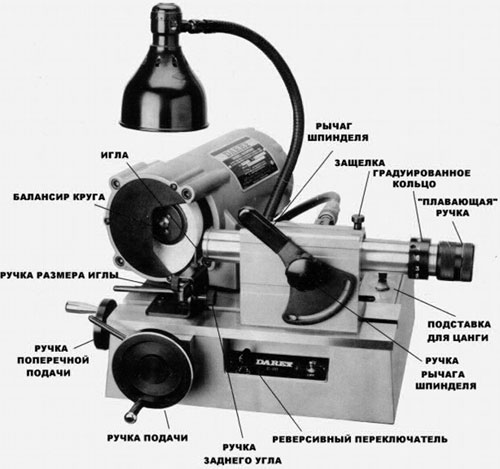
Изображение №4: прецизионный станок для заточки концевых фрез
Расскажем об особенностях заточки торцевых и боковых зубьев.
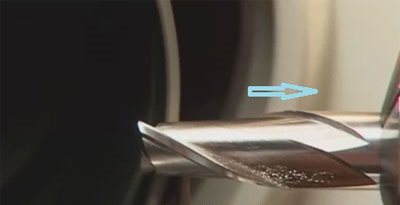
Заточка торцевых зубьев
Для заточки торцевых зубьев фрезы устанавливают горизонтально. Если станок не имеет специально предназначенного для этого градуированного кольца, горизонтальность выверяется при помощи угольника.
В процессе заточки оператор перемещает кромку абразивного круга вдоль кромки зуба. Угол заточки регулируется либо наклоном шпинделя с фрезой, либо смещением круга по вертикали.

Фотография №1: заточка торцевых зубьев концевой фрезы
Заточка боковых зубьев
Заточку боковых зубьев выполняют по следующей схеме.
- Фреза закрепляется в цанге.
- Игла-копир устанавливается в самое высокое положение, при котором кончик касается наружного края канавки.
- Абразивный круг передвигается в положение, при котором наружная кромка совпадает с иглой.
- Станок запускается.
- При помощи ручки прямой подачи круг подводится к фрезе (до начала искрения).
- Устанавливается толщина снимаемого слоя металла (25–50 мкм).
- Производится заточка зуба на всю длину. Для этого шпиндель с фрезой втягивается до тех пор, пока инструмент не сойдет с иглы.
- Проход повторяется.
Фотография №2: заточка боковых зубьев концевой фрезы
Далее по этой же схеме затачивают остальные зубья.
Доводка фрез из твердосплавного материала
Материал затачивается шлифовальным кругом, а после на основании могут образовываться микротрещины. При осуществлении работы образования увеличиваются в размерах, что приводит к выкрашиванию зубьев. Цель доводки – это снять поврежденный слой. Это первостепенная задача, вторая – это повысить чистоту поверхности рабочей кромки, третья – придание соответствующих геометрических параметров.
Как осуществляется доводка:
- Чугунными дисками, установленными на станочном оборудовании. Оптимальным результатом будет, когда заточка на скорости от 1до 1,5 м/сек.
- Вручную, обеспечивая легкий прижим оселка из чугуна.
Используется паста из карбида бора с показателем по зернистости от 170 до 230.
При осуществлении доводочных работ вручную, необходимо контролировать правильное расположение оселка по отношению к рабочей кромке, и обеспечивать следующие технологические операции:
- Довести поверхность: заднюю и переднюю.
- Образовать фаски: под углом 450 к передней кромке подводят плоскость оселки, а после слабым нажимом оселка выполняют ряд проходов по рабочей кромке.
- На каждый отдельный нож уходит по 2-3 секунды.
Сильнейшее абразивное средство – это карбид бора, с его помощью несложно выводить лунки на изношенных зубьях, не снимая инструмент со станка.
Область применения
Для выполнения технологических операций существуют различные виды инструмента. Какую фрезу использовать в том или ином случае, для этого необходимо учесть, какой материал нужно обрабатывать.
Фрезы по металлу
К распространенным видам относятся:
- Дисковые. Элементы для резки материала расположены с одной или с двух сторон одновременно. Используются для прорезания пазов, выборки, обрезки и снятии фасок.
- Торцевые. Предназначены для обточки ступенчатых и плоских оснований.
- Цилиндрические. Изготавливаются с винтовыми и прямыми зубьями.
- Угловые. Используются для прорезания стружечных канавок в технологической оснастке.
- Концевые. Применяются для изготовления уступов, выемок по контуру и пазов.
- Фасонные. Предназначены для обработки фасонных поверхностей.
- Червячные. Обработка производится способом обката – касанием инструмента заготовки в одной точке.

Фрезы по дереву
Для обработки деревянных конструкций применяются инструменты:
- Концевые. Внешне напоминают сверло, при этом конусная часть отсутствует.
- Кромочные. Применяются для прорезания кромок и разной конфигурации выемок. Инструменты для фрезерования вручную конструктивно снабжены подшипником для регулирования глубины обработки.
- Пазовые. Используются для прорезания пазов.
- Копировальные. Расположение фрезерной головки в виде дуги.

Фрезы для пластика
При обработке изделий из пластика применяется инструмент:
- Торцевые. Для обработки больших оснований.
- Фасонные. Используются для прорезания сложных профилей.
- Концевые. Применяются для получения карманов или пазов.
- Для гравировки. С ее помощью на основание можно наносить узоры или логотипы.

Фрезы для стекла
Для подготовки изделий из стекла применяются алмазные фрезы. Предназначены для создания кромки и контура на ручном или автоматическом оборудовании.

Виды оснастки применяемой для фиксации инструмента
Оснастка, используемая для крепления инструмента, делится на 2 типа:
- насадочную;
- концевую.
Концевая оснастка крепится с помощью цанги и патрона, а насадочная используется путем установки на шпиндель с применением специальной оправки. Для крепления инструмента производят оправки 2-х видов:
- центровые;
- концевые.
Центровые оправки производят с коническим хвостовиком, который имеет размеры соответствующие отверстию в шпинделе, и производят 2-х типов 7:24 и конус Морзе. Допускается при использовании данного типа оправок устанавливать несколько режущих инструментов с фиксацией специальными кольцами. При применении цилиндрической концевой фрезы необходим патрон с цангой. Обычно в оснастку входит 7-11 цанг позволяющих подобрать необходимый размер для надежной фиксации.

Цанговый патрон с цангами
1 Станки для заточки фрез по металлу — обзор заводских моделей
Заточка фрез для работы по металлу и дереву выполняется своими руками с помощью червячных универсальных устройств.
Кроме того режущие элементы фрезерно-брусующего станка могут быть заточены с помощью специальных приспособлений.
Как самодельный, так и универсальный станок для заточки концевых фрез по дереву оснащен устройствами, обеспечивающими закрепление, установку и заточку детали.

Станок для заточки фрезы
При выборе представленного инструмента для заточки ножей фрезерно-брусующего станка своими руками необходимо учесть такие параметры как:
- универсальность станка;
- габаритные размеры;
- скорость;
- класс точности механической обработки;
- мощность электродвигателя;
- способ установки;
- возможность подключения к электросети.
Наиболее приемлемым приспособлением для затачивания концевых ножей фрезерно-брусующего оборудования является Kaindl КСС.
Этот небольшой агрегат способен производить профессиональную заточку концевых ножей быстро и эффективно.
Стоит такое устройство в несколько раз дешевле профессионального оборудования и отличается простотой в применении.
Kaindl КСС применяется для корректировки режущей кромки алмазных дисковых пил и фрез, а также идеально подходит для домашнего использования. Представленное оборудование для заточки сверл, концевых ножей, алмазных дисковых пил.
Станок для заточки фрезы Kaindl KSS
Эффективная заточка фрез червячных фрезерных агрегатов производится благодаря точному фиксированию инструмента в любом положении.
Для этого применяются призмы и упорные штифты. Сам шлифовальный диск можно настроить на работу в любом положении с помощью специального шарнирного держателя.
Основная особенность такого станка – использование обычной дрели вместо электромотора. Универсальная шарнирная крепежная система позволяет подсоединить к устройству дрель любого типа.
Заточка ножей фрезерно-червячных агрегатов может производиться с помощью устройства торговой марки Ruko, которое оснащено лазерным регулятором.
Это оборудование может работать с режущими гранями с диаметром от 12 до 100 мм. Представленный прибор быстро и легко устанавливается своими руками, этом у способствует специальный шаговой держатель.

Станок для заточки фрезы Ruko
Перед установкой режущих кромок червячных фрезерных агрегатов для точного расположения может быть использован лазерный указатель.
Угол заточки при этом меняется плавно (бесшагово). Сам процесс происходит с применением алмазных дисков с диаметром в 125 мм, а для более корректной обработки можно прикрепить лупу, оснащенную неоновой подсветкой.
Похожие записи:
 Как сделать глушитель своими руками из огнетушителя
Как сделать глушитель своими руками из огнетушителя
 Как отбить косу в домашних условиях молотком. используем подручные материалы
Как отбить косу в домашних условиях молотком. используем подручные материалы
 Чем отполировать лобовое стекло: какие есть варианты
Чем отполировать лобовое стекло: какие есть варианты
 Как правильно клеить обои в неровных углах комнаты, экономя деньги и нервные клетки
Как правильно клеить обои в неровных углах комнаты, экономя деньги и нервные клетки
 Как без штрафа пожарить шашлык в лесу, на даче и во дворе дома в 2021 году
Как без штрафа пожарить шашлык в лесу, на даче и во дворе дома в 2021 году
 Электронные ключи. электронный ключ на транзисторе
Электронные ключи. электронный ключ на транзисторе