Содержание
Сварка мелких деталей в домашних условиях — Справочник металлиста
Всем давно известно о методиках сваривания. Впрочем, мало кому известно, о существовании различных категорий соединительных процессов с использованием всякого рода носителей энергии, необходимость которых обусловлена огромным спросом. Главенствующий, самый распространенный, вид сварки в бытовых условиях – точечная сварка.
Как варить электросваркой своими руками
Р
учная электросварка была и будет популярна у домашних мастеров, поскольку разобраться как варить электросваркой своими руками на достаточном в быту уровне, можно буквально в считанные часы. Это привлекает, учитывая, насколько сварочные работы востребованы в ремонтах и работах по изготовлению различных конструкций в гараже, доме, на усадьбе.
Соединение деталей сваркой в наше время стало еще популярнее, что обусловлено появлением доступного и удобного оборудования и сейчас ручная сварка инвертором стала обыденным делом.
.1. Сущность и принцип электросварки.2. Что происходит при сварке?.3. Виды электросварки.4. Виды сварочных аппаратов для ручной дуговой сварки. 5.
Виды сварных соединений. Сварной шов и его подготовка.6. Подготовка места шва.7. Оснастка и вспомогательные приспособления для электросварки.8. Электроды для сварки.9. Как сваривать металлические детали ручной сваркой плавящимся электродом.
10.
Заключение.
Старый сварочный аппарат и инвертор
Сущность и принцип электросварки
Чтобы научится использовать электросварку, понять присущие ей возможности и ограничения, необходимо хотя бы в общем виде представлять какие процессы происходят в ее слепящем пламени.
Важно!
Сварка металлических деталей далеко не безобидное дело, если вспомнить, что температуры тут порой за 8000°С, (для сравнения, температура на поверхности Солнца 5730°С!). Такая температура порождает мощное излучение и даже случайного взгляда на пламя дуги порой достаточно для сильного ожога глазных тканей (электрофотоофтальмии).
Основным «инструментом» электросварки служит электрическая дуга — непрерывный разряд в газовой среде, представляющий собой «четвертое» состояние вещества – плазму.
Колоссальная температура плазмы и делает возможным сваривать детали электросваркой: металл плавится и, кристаллизуясь на стыке заготовок, создает из нескольких деталей цельное изделие.
Что происходит при сварке?
В самом общем виде при сварке происходит следующее. Если мы подадим напряжение на металлическую деталь и на сварочный электрод, то при их соприкосновении возникнет короткое замыкание, в точке касания мгновенно возрастет температура, и сопутствующая ей термоэлектронная эмиссия . Т. е. металл начинает испускать электроны.
Теперь, даже если электрод немного отодвинуть, через промежуток все равно будет проходить эл. ток, то есть возникнет электрическая дуга.
Дальнейшее ее горение поддерживается за счет образования свободных ионов – молекул вещества, имеющих электрический заряд. Образуются они благодаря высокой температуре дуги, а сам процесс называется термической ионизацией.
Электросварка
Виды электросварки
На этом принципе основано множество видов и подвидов электросварки:
- электросварка с использованием плавящегося электрода;
- дуговая сварка под флюсом;
- дуговая сварка в среде защитного газа;
- электрошлаковая сварка;
- сварка с принудительным формированием шва;
- плазменная сварка;
- контактная точечная, шовная контактная и т.д.
Лучшие модели
По мнению многих людей, тесно работающих со сварочным оборудованием, следует отметить следующие модели.
| Название | Описание | Стоимость | Достоинства | Недостатки |
| Калибр СВА-1,5 АК | Лучший вариант цена/мощность, но не для «гаражного использования» | 13890 руб. | Процесс сварки проходит аккуратно
Не требуется механообработка Мощная возвратная пружина |
Верхняя консоль перегревается
Тяжелый Сильно нагружает сеть напряжением 220В |
| FoxWeld KTP-8 3098 | Пользуется спросом при работе с крупными металлическими конструкциями | 15560 руб. | Большая рукоятка для транспортировки
Малогабаритный Повышенная мощность тока при сварке |
Люфтит
Нагружает сеть Тяжелый Нерегулируемая мощность |
| Споттер FUBAG TS 2600 38 666 | Подходит для ремонта кузова автомобиля | 32620 руб. | Предупреждает о перегреве
Четыре различных режима работы |
Тяжелый
Дорогой Нерегулируемая сила тока |
| Споттер RedHotDot HAMMER IT 275116 | Примечателен наличием числового управления. Подходит для эксплуатации в гаражных условиях. | 30168 руб. | Не нагружает бытовую сеть
Малогабаритный Большая глубина расплавления и сварки |
Высокая цена
Тяжелый – весит больше 16 кг |
| FoxWeld MTP-25 3373 | Отличный вариант для производственных условий. | 67900 руб. | Прост в управлении
Долговечный Клещи сжимаются с помощью педали |
Очень дорогой
Требуется специальная установка Необходима постоянная заточка электродов |
| WIEDER KRAFT WDK-6000 | Приемлемый вариант для автомастерских. | 65273 руб. | Наличие тележки
Питается от 220В Повышенная надежность Может сваривать в восьми разных режимах Микропроцессорное управление |
Очень дорогой
Отсутствует вентилятор, охлаждающий механизм Габаритный (60х50х95 см) |
Область применения
В быту компактные сварочные аппараты особенно востребованы. Для домашних условий обычно не требуется длительная работа прибора, иногда достаточно одного электрода, чтобы что-то приварить.
Кроме того, мини сварка прекрасно подходит для работ на высоте, ведь сварочный мини аппарат можно быстро и легко поднять вверх. Здесь полуавтомат не нужен, достаточно ручной дуговой сварки.

Для мелких работ производят легкие инверторные устройства. Они весят в пределах 2,5-6 кг, имеют сварочный ток до 200 А, габариты в пределах 20х20х30 см. Для облегчения переноски и работы в неудобных местах у аппаратов предусмотрены ремни.
Некоторые характеристики
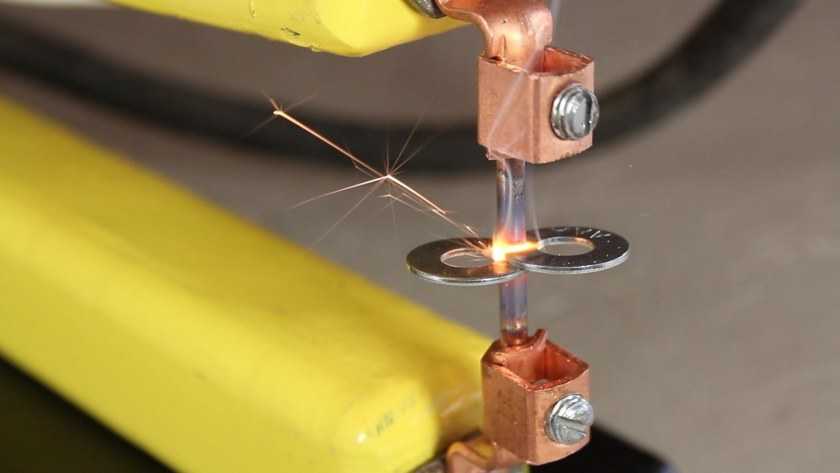
Исходя из названия, можно предположить, что при точечной сварке материал скрепляется между собой сразу в нескольких отдельных точках. Большое влияние на прочность самого соединения оказывает сразу несколько факторов.
Определяющими факторами в этом случае являются размеры и непосредственно структура самой точки. Кроме этого, большое значение играет материал электродов, параметры тока, а также передаваемое усилие сжатия.

Существуют различные режимы точечной сварки, которые позволяют выполнять необходимые работы, исходя из поставленных задач.
На сегодняшний день контактная точечная сварка постоянно совершенствуется и видоизменяется, что делает ее перспективным методом, позволяющим эффективно соединять между собой заготовки из стали, меди и других металлов.
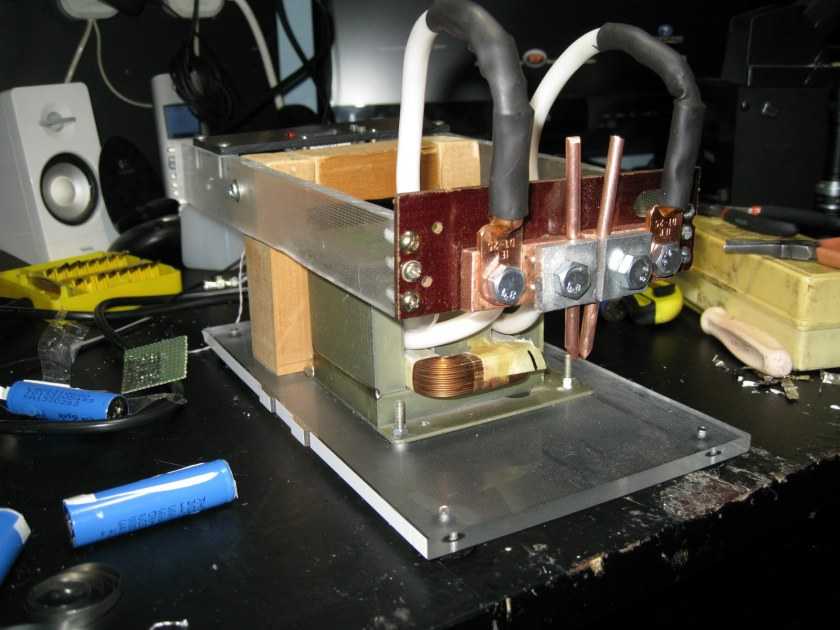
Аппарат точечной сварки представляет собой своеобразный сварочный станок, который оснащен инвертором, в его состав обязательно входит трансформатор, а также специальные клещи.
На промышленных предприятиях, как правило, используют автоматические устройства, в быту пользуются полуавтоматом.
Характерной особенностью данного вида сварки полуавтоматом является то, что при помощи него можно сваривать как листы стали и меди, так и нержавейки. Не играют роли размеры и толщина заготовок, а также их предназначение.
Если используется лазерная сварка, то удается добиться максимальной прочности и точности соединений.
В настоящее время лазерная сварка широко используется в самолетостроении, автомобильной промышленности, кораблестроении для сварки стали, меди, нержавейки и многих других металлов.
В условиях небольших мастерских пользуются полуавтоматом, который обязательно имеет трансформатор и отвечает стандартом ГОСТ.
В промышленных целях в большинстве случаев применяется машина контактной точечной сварки, в состав которой также входит трансформатор, а также конденсаторная установка, по стандартам ГОСТ.
Несмотря на некоторые различия сварки полуавтоматом, схема и принцип точечной сварки всегда одинаковы. Электроды для точечной сварки производят преимущественно из бронзы с небольшим добавлением кадмия или хрома.
Сам процесс точечной сварки можно увидеть на видео, которое размещено ниже.
Видео:
https://youtube.com/watch?v=LXNJD8gBsig
Сборка готовой конструкции
Перед монтажом наружной части контактного сварочного аппарата необходимо провести вторичную обмотку извлеченной катушки (несколько витков проводом с достаточным сечением). Далее ведут работу согласно инструкции, как сделать точечную сварку своими руками:
Следующим этапом готовят электроды, которые могут иметь самую различную конфигурацию. Зависит форма, размеры и диаметр наконечника от назначения сварочного агрегата, размеров и формы скрепляемых деталей.

При решении изготовить электроды своими руками, следует воспользоваться ГОСТами, которые регулируют все требуемые параметры. В случае отсутствия опыта работы на токарном станке детали для подачи электрических разрядов можно приобрести в магазине.
Готовые, отшлифованные электроды приваривают к выведенным проводам. При выводе проводов следует проверять качество и правильность прокладки рабочих кабелей (используя вольтметр). Особенно, актуален данный вопрос для усиленных трансформаторов.

При сборке трансформатора обязательно монтируют конденсаторы, а на корпус выводят кнопки регулировки скорости и времени подачи электрического разряда. Подобный принцип позволяет регулировать процесс сварки деталей, не допуская перегревания металла и образования грубых швов.
Обратите внимание!
- Штукатурка стен своими руками — как это сделать ровно и гладко? Учимся с экспертами с фото описанием!
-
Отопление в частном доме своими руками: как отопить дом, дачу и квартиру. Основы, нормы и правовое обеспечение
-
Монтаж сайдинга своими руками пошаговая инструкция как установить внешнюю ПВХ отделку
Следующий шаг – это монтаж и сборка корпуса. Электроды «одевают» в корпуса ручек-зажимов, позволяющих надежно фиксировать обрабатываемые поверхности.
Трансформатор также прячут в корпус, внутренняя поверхность которого обязательно обрабатывается антикоррозийным составом. Также наличие корпуса позволяет защитить центральную деталь от попадания пыли, искр, грязи и влаги.
Обработке антикоррозийными составами следует подвергнуть и все другие детали для сборки конструкции. Качество и срок эксплуатации изделия напрямую зависит от оптимального подхода к работе.
Окончательное формирование наружного контура зависит от пожеланий и умений мастера, его приспособленности к работе с инструментом (учитывается охват ладони, удобство удерживания аппарата в руке, общий вес конструкции и предполагаемая длительность проведения ремонтных работ). В работе поможет схема сборки точечной сварки из микроволновки своими руками.
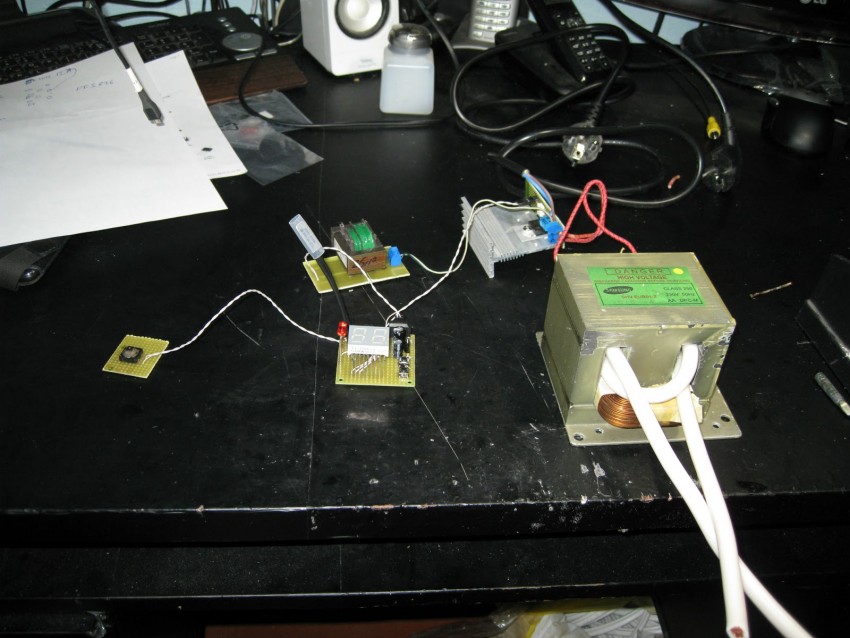
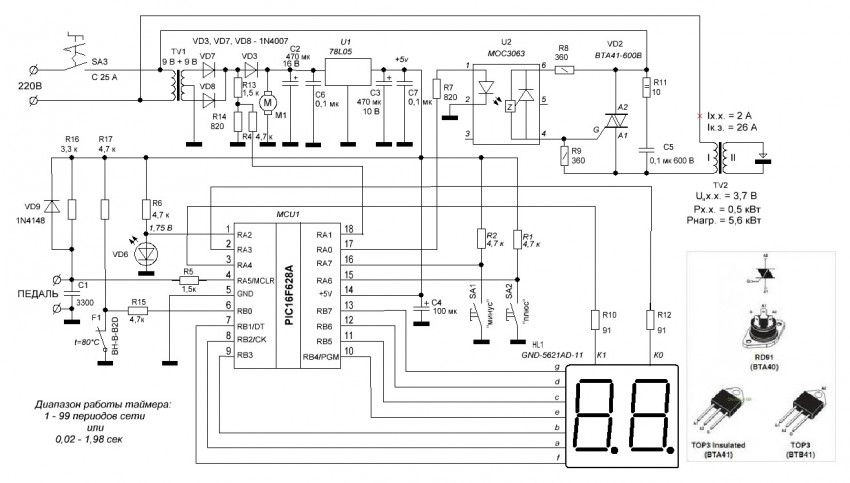
Инверторный аппарат для точечной сварки
Этот аппарат собран на базе импульсных схем и позволяет производить точечную сварку даже при питании от низковольтных источников типа аккумуляторов.
Схема и необходимые элементы
Схема данного прибора представляет собой инвертор, который преобразует постоянное напряжение в высокочастотные колебания с частотой 30-50 кГц.
Колебательный контур генератора определяется индуктивностью первичной обмотки трансформатора и конденсатором, емкость которого не должна превышать 2 мкФ. В принципе, емкость можно увеличить, но тогда генератор будет работать на более низких (звуковых) частотах, в результате чего трансформатор будет излучать свист.
Алгоритм создания аппарата:
- Из силового трансформатора блока питания компьютера АТХ 450 делается импульсный трансформатор.
- Из трансформатора удаляются все обмотки и наматывается первичная обмотка жгутом из 3 проводов диаметром 1 мм.
- Поверх первичной обмотки наматывается 1 виток вторичной обмотки, представляющий собой медную ленту шириной 22 мм и толщиной 1 мм.
- Вторичная обмотка фиксируется в трансформаторе эпоксидным клеем, а на концы ее напаиваются латунные клеммы. В клеммы вставляются и фиксируются отрезки медного провода диаметром 2 мм, которые и будут выполнять роль электродов.
- Используемый в схеме дроссель выполняется на тороидальном сердечнике и имеет от 10 до 30 витков провода диаметра 1,5 мм.
- Транзисторные ключи крепятся на небольших радиаторах.
- Все элементы устанавливаются на плате из изоляционного материала и соединяются пайкой с помощью проводов в соответствии со схемой аппарата.
- Сверху электрическая схема закрывается корпусом из изоляционного материала.
- В удобном месте устанавливается кнопка управления.
Достоинства и недостатки конструкции
Достоинства:
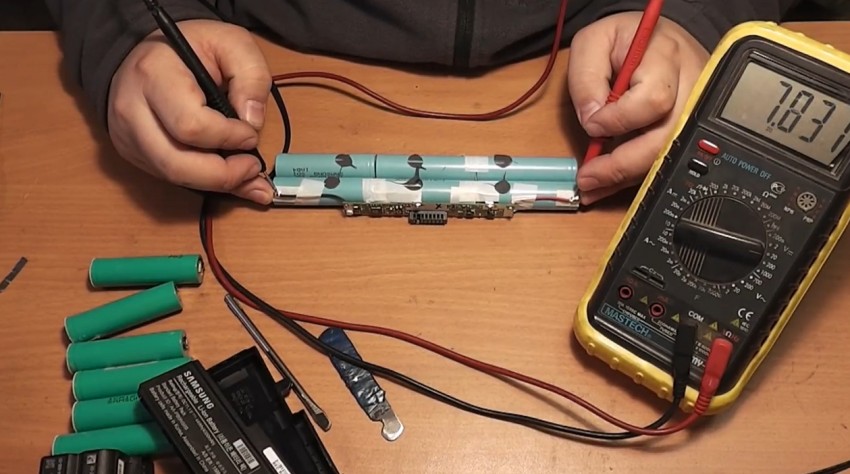
- Довольно высокая выходная мощность, позволяющая проводить сварку аккумуляторов и других более крупных деталей.
- Схема может питаться от источника постоянного тока с напряжением от 6 до 24 В.
- Можно использовать как сетевой источник питания (например, блок питания от компьютера), так и мощный аккумулятор.
- Малый вес и габариты.
- Низкая себестоимость.
Недостатки:
- Питание должно осуществляться только от мощных источников. При просадках тока источника питания в аппарате могут появиться неисправности.
- При сварке необходимо выполнять правильный режим работы. После двух секунд сварки делать перерыв на 2-3 секунды.
Разновидности сварки, относящейся к контактному типу
Контактная сварка в домашних условиях может выполняться разными способами, что влияет на появление следующей классификации.
Сварка сопротивлением
Чтобы выполнить сварку, специальным образом обработанные детали состыкуются между собой. Ток включают только после того, как изделия нагреваются до пластического состояния, и произведена осадка.
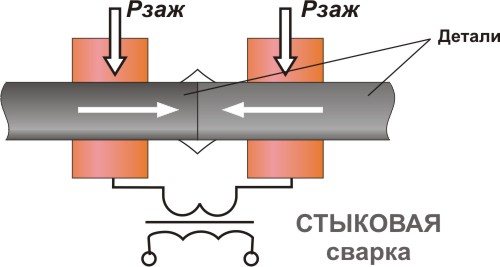
Стыковая контактная сварка
Контактный метод сваривания сопротивлением преимущественно применяется для изделий, изготовленных из низкоуглеродистой стали. Желательно, чтобы они имели сечение в виде прямоугольника или круга с площадью меньше 1000 кв. мм. Если необходимо соединить детали из легированной стали, необходимо придерживаться несколько других требований. Площадь их сечения не должна превышать 21 кв. мм.
Данная технология широко применяется для обработки цветных металлов и их сплавов. С ее помощью удается хорошо сваривать разные материалы – латунь с медью, разные типы стали. Чтобы добиться эффективности методики, необходимо обеспечить высокое качество обрабатываемых поверхностей и тщательно контролировать температуру нагрева.
С непрерывным оплавлением
Чтобы реализовать данную технологию, необходимо придерживаться такой схемы:
- Детали устанавливают в специальные зажимные механизмы.
- Включают сварочный ток и плавно соединяют изделия.
- Происходит оплавление торцов применяемых деталей.
- Осуществляют осадку и выключают ток.
Преимуществом методики называют ее высокую производительность. К недостаткам можно отнести высокий расход металла. Технология преимущественно применяется для тонкостенных труб и листов.
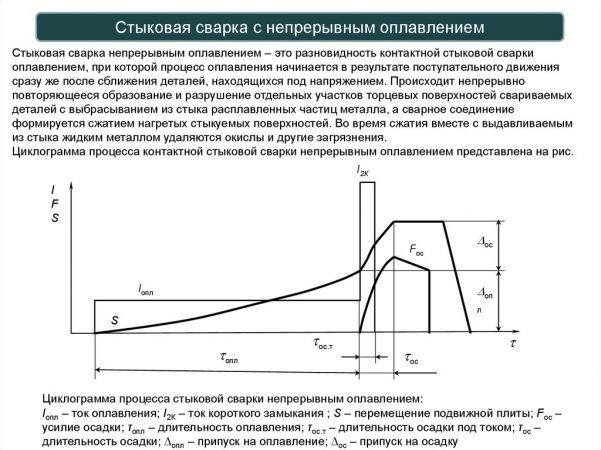
Сварка с непрерывным оплавлением
С прерывистым оплавлением
Чтобы применить данную методику, осуществляют чередование плотного и неплотного контакта изделий при включенном рабочем токе. Прерывистые движения зажима приводят к периодическому замыканию электрической цепи. Это происходит до тех пор, пока торцы обрабатываемых материалов не нагреются до требуемой температуры. В последующем происходит осадка.
Данная технология актуальна, когда недостаточно мощности для осуществления непрерывного оплавления.
Аппарат точечной сварки из сварочника
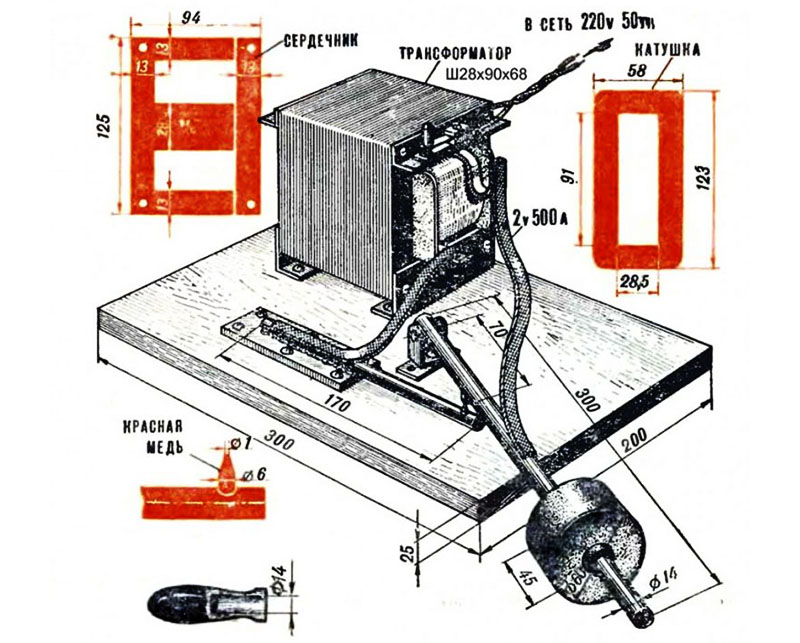
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.
 Точечная сварка из старого сварочного аппарата
Точечная сварка из старого сварочного аппарата
Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
2
Виды контактной сварки
На промышленных предприятиях используют разные виды контактной сварки: точечную, рельефную, стыковую и шовную. Использование той или иной разновидности во многом зависит от профиля выполняемых работ.
 Существует несколько разновидностей контактной сваркиФОТО: goodsvarka.ru
Существует несколько разновидностей контактной сваркиФОТО: goodsvarka.ru
Метод контактной точечной сварки
Данный метод подразумевает соединение металла в одной или нескольких точках одновременно. Качество сварного шва зависит от нескольких параметров:
- силы тока и давления, оказываемого на соединяемые детали;
- размера и формы электродов;
- степени чистоты свариваемых поверхностей;
- длительности воздействия на одну точку.
Современное сварочное оборудование имеет производительность до 600 точек в минуту. Данный метод используется как для соединения тонких (до 0,02 мкрн) деталей электрооборудования, так и для сварки металла толщиной до 20 мм.
 Точечная сваркаФОТО: usamodelkina.ru
Точечная сваркаФОТО: usamodelkina.ru
Рельефная сварка
Этот метод по принципу работы схож с точечной сваркой, а главное отличие состоит в том, что деталь в месте соединения и электрод имеют одинаковую естественную или штампованную рельефную форму. Подобная технология используется практически везде и позволяет крепить опорные элементы или кронштейны к плоской поверхности заготовки. Однако перед свариванием детали должны быть хорошо очищены от различных видов загрязнения.
 Рельефное соединениеФОТО: weldering.com
Рельефное соединениеФОТО: weldering.com
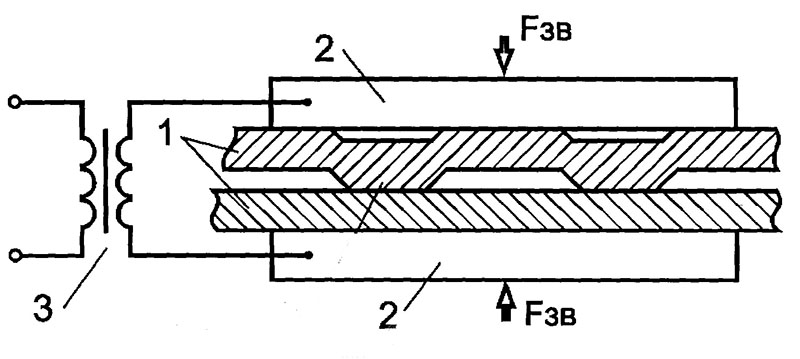
Шовная технология сваривания
Шовная сварка — многоточечное соединение, при котором несколько сварных зон располагаются близко друг к другу или перекрываются, образуя монолитный шов. Сварочные аппараты оснащаются одним или несколькими роликами-электродами. Если сварные точки перекрываются между собой, то получается достаточно герметичный шов, поэтому данная технология используется при производстве различных ёмкостей. Толщина свариваемого металла колеблется в диапазоне 0,2-3 мм.
 Шовная сваркаФОТО: svarkaprosto.ru
Шовная сваркаФОТО: svarkaprosto.ru
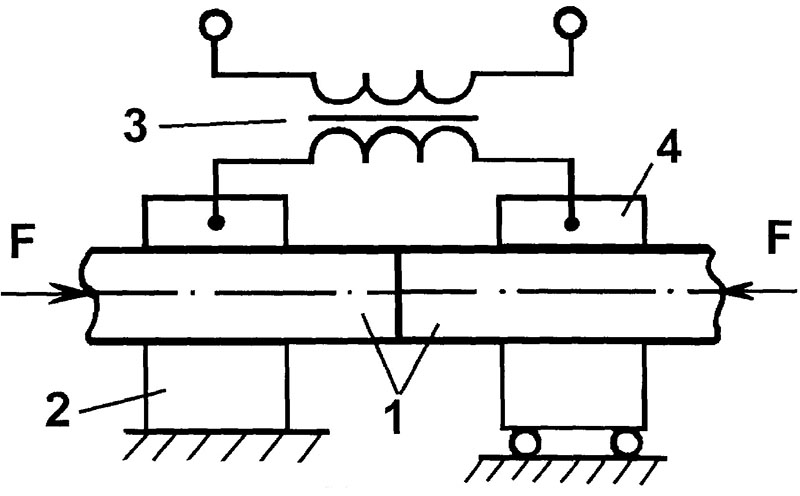
Стыковая контактная сварка
Как и в случае с рельефной сваркой, стыковой метод требует предварительной обработки торцов соединяемых деталей. Элементы металлической конструкции прижимают друг к другу кромками, после чего оплавляется вся плоскость контакта. Данная технология имеет несколько разновидностей: сопротивлением, оплавлением и плавлением с подогревом. Использование того или иного вида стыковой сварки зависит от типа металла, его толщины и необходимого качества фиксации. Самый простой вариант — соединение сопротивлением, используется для легкоплавких металлических деталей. Два других вида подходят для сварки конструкций большого сечения.
 Схематическое изображение стыковой сварки металловФОТО: weldering.com
Схематическое изображение стыковой сварки металловФОТО: weldering.com
Статья по теме:
Фото точечной сварки своими руками

















https://youtube.com/watch?v=tf5-uJ_pn-o
Также рекомендуем просмотреть:
- Вентилятор своими руками
- Прикормка своими руками
- Откатные ворота своими руками
- Ремонт компьютера своими руками
- Станок по дереву своими руками
- Столешница своими руками
- Брусья своими руками
- Лампа своими руками
- Котел своими руками
- Установка кондиционера своими руками
- Отопление своими руками
- Фильтр для воды своими руками
- Как сделать нож своими руками
- Усилитель сигнала своими руками
- Ремонт телевизора своими руками
- Зарядное для аккумулятора своими руками
- Дымогенератор своими руками
- Металлоискатель своими руками
- Ремонт стиральных машин своими руками
- Ремонт холодильника своими руками
- Антенна своими руками
- Ремонт велосипеда своими руками
- Сварочный аппарат своими руками
- Холодная ковка своими руками
- Трубогиб своими руками
- Дымоход своими руками
- Заземление своими руками
- Стеллаж своими руками
- Блок питания своими руками
- Светильник своими руками
- Жалюзи своими руками
- Светодиодная лента своими руками
- Нивелир своими руками
- Замена ремня ГРМ своими руками
- Лодка своими руками
- Как сделать насос своими руками
- Компрессор своими руками
- Усилитель звука своими руками
- Аквариум своими руками
- Сверлильный станок своими руками
Типы
Переносное оборудование отличается малыми габаритами, не больше 18000 см3. Маленькому оборудованию соответствуют маленькие мощности.
- Максимальная толщина металлического листового свариваемого материала – не более 5 мм. Подобные аппараты пригодны для сваривания кузовных элементов или крупных металлических конструкций. Такое оборудование должно весить не больше 16 килограммов.
- Стационарное оборудование применяется в рамках производствах. В сравнении с переносными сварочными аппаратами обладают большими габаритами (до 300000 см3) и массой до 1 центнера. Большие мощности позволяют сваривать листовой металл сечением не более 10 мм.

Режим работы
Делится на мягкий и жесткий. При щадящем режиме работы применяется небольшая электрическая энергия, но процесс сварки выполняется дольше – 2-5 секунд. Благодаря этому применяются электродные стержни меньшего сечения и не требуется очень сильно надавливать ими.

Жесткий режим работы использует повышенную энергию, а процесс производится быстрее – 0,2-1,5 секунды. Обеспечивается высокая производительность, однако необходимо сильное сдавливание заготовок электродными стержнями. Также требуется стержень большого сечения, который превышает сечение соединяемых изделий.

Вступление
ТС один из видов контактной сварки, также существуют стыковочная, шовная и их производные. Однако широкого применения заслуживает именно точечное сваривание, о нем пойдет речь далее.
Ее принцип состоит в прогревании и сваривании изделия путем наложения элементов. Далее электродами последние прижимаются и пропускают через них большую силу тока.
Это означает, что электрический разряд в точке нагревает металл до температуры плавления. Тем самым детали сливаются воедино. В результате шов имеет приемлемый внешний вид и высокую надежность.
Точечная сварка имеет свои отличия от других методов контактного сваривания. Во-первых, такой метод варки ощутимо экономит время сварки (нужна малая доля секунды для создания одной точки). Для работы с ТС:
- Используют довольно большую силу тока от 1000А;
- Устанавливают низкое напряжение до 10 Вт;
- Ореол плавления от пары миллиметров до одного-двух сантиметров;
- Применяется механическая нагрузка, достигающая показателя 100 кг.
Зачастую к точечному свариванию прибегают в задачах по соединению стержневых элементов либо листов из тонкого металла. Этому виду сварки свойственно объединение как миллиметровых металлов, так и сантиметровых, но не более 3 см.
На практике, связывать приходится заготовки не толще 5-7мм. ТС широко используется для конструирования кузовов.
Преимущества и недостатки метода

Как делать точечную сварку – разобрались. Сейчас рассмотрим основные достоинства и недостатки, которыми характеризуется данный вид соединения. К преимуществам такого метода относятся следующие факторы:
- в сравнении с другими типами и технологиями этот метод считается самым «культурным» и гигиеничным способом;
- нет необходимости в процессе применять дополнительные материалы – газы, флюсы и так далее;
- нет отходов и шлаков;
- в сварке без газа не выделяются вредные вещества, которые наносят вред здоровью мастера;
- высокий уровень коэффициента полезного действия;
- возможность использования высокопроизводительных многоточечных машин, сборочно-сварочных поточных машин, агрегатов и роботизированных комплексов контактной сварки;
- высокое качество соединений за краткий промежуток времени.
Если соблюдать вне нормы и правила работы с точечной сваркой, тогда можно получить высококачественное соединение отличающееся аккуратностью и надежностью. По статистике, новичкам намного проще научиться точечной сварке, чем набить руку выкладывать различные виды швов.
Кроме преимуществ, есть и ряд недостатков, с которыми необходимо ознакомиться:
- очень сложно реализовать надежное скрепление при плавке разных металлов, точнее, практически невозможно;
- при подаче сильного импульса происходит разбрызгивание металла;
- сложность конструкции сварочной головки и механизма сжатия при одновременной сварке нескольких точек;
- усложнение конструкции электродов и их эксплуатации, особенно при многоточечной сварке.
Принцип работы
Технологический процесс точечной сварки достаточно простой. Металлические детали плотно прижимают друг к другу, и через небольшие расстояния на них при помощи электродов подаётся ток высокого напряжения. В результате, осуществляется быстрый нагрев металла в точке соприкосновения, и образуется расплавленное ядро. Поскольку соединяемые детали плотно сжаты, происходит процесс диффузии, после прекращения подачи тока место контакта электродов остывает, и материал кристаллизуется. Соединение получается настолько прочным, что при попытке разрыва лопается металл рядом с ним, а точка приложения сварки остаётся в целостности.
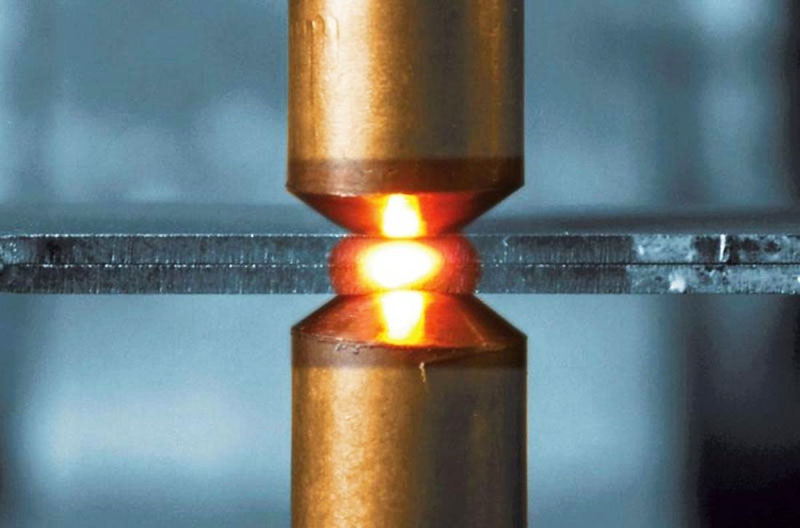 Сваривание происходит за счёт разогрева металла от проходящего через него мощного электроимпульсаФОТО: svarka74.ru
Сваривание происходит за счёт разогрева металла от проходящего через него мощного электроимпульсаФОТО: svarka74.ru
Устройство аппарата контактной сварки
Любое оборудование для контактной сварки, промышленное или бытовое, состоит из двух основных (механического и электрического) и одного вспомогательного блоков.
Механический узел включает в себя:
- электроды (в аппаратах точечной сварки — зажимные клещи, в шовной — ролики);
- устройство сжатия;
- привод вращения (в шовных агрегатах);
- устройство сжатия и осадки (стыковая сварка).
Электрический блок состоит из:
- силового трансформатора;
- регулятора выходного напряжения;
- вторичного контура;
- прерывателя первичной цепи;
- регулятора сварочных циклов.
Вспомогательные блоки:
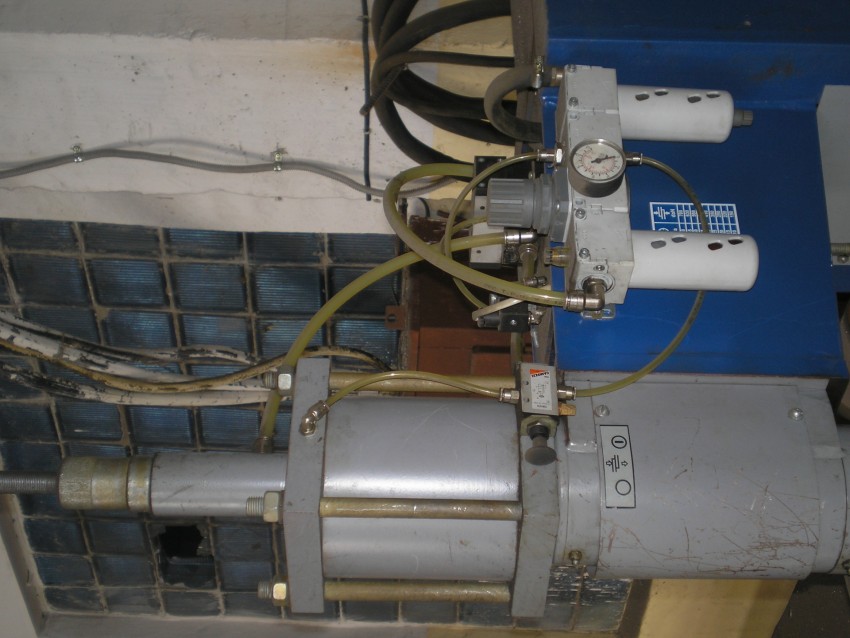
- пневмогидравлика, содержащая специальные фильтры, устройства смазки подвижных узлов, систему подачи сжатого воздуха и регулировки давления;
- водяное охлаждение.
 Устройство самодельного аппарата для контактной сваркиФОТО: electrikmaster.ru
Устройство самодельного аппарата для контактной сваркиФОТО: electrikmaster.ru
Для получения необходимого мощного разряда при малом напряжении необходим трансформатор индукционного типа. Правильное соотношение обмоток (первичной и вторичной) даёт электрический импульс, обладающий мощностью, достаточной для плавления металла в точке контакта электродов.
Зажимные клещи представляют собой два графитовых или медных контакта, закреплённых на разных рычагах и приводимых в действие прижимным устройством. Механизмы для зажима могут иметь разный привод:
- Механический. Устройство состоит из рычага и мощной пружины, а сжатие свариваемых заготовок осуществляется благодаря применению мускульной силы оператора. Используется в бытовых заводских и самодельных агрегатах, однако не позволяет контролировать силу сжатия и имеет низкую производительность.
- Пневматический. Чаще всего используется в переносных устройствах, имеет лёгкую настройку посредством регулировки давления в системе подачи сжатого воздуха. Среди недостатков отмечают медленное срабатывание и невозможность изменения давления в процессе сварки.
- Гидравлический. Непопулярный вариант, медленный, как и пневматический привод, однако имеет широкий диапазон настроек, которые реализуются благодаря использованию регулируемых перепускных клапанов.
- Электромагнитный. Используется как на больших промышленных, так и на ручных бытовых агрегатах. Отличается высокой скоростью срабатывания, имеется регулировка сжатия заготовок во время рабочего процесса, что позволяет добиться хорошей проварки металла.
 Сварочник с механическим приводомФОТО: info.zhratsushi.ru
Сварочник с механическим приводомФОТО: info.zhratsushi.ru
Статья по теме:
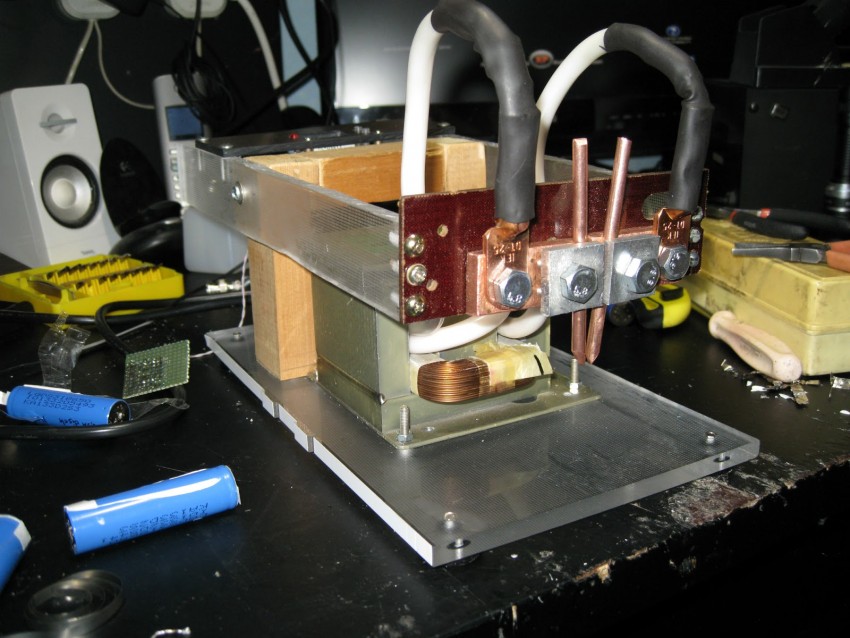
Сборка аппарата из микроволновки
Изготавливаемый таким способом аппарат позволяет вести сварку переменным током с нерегулируемой силой.
Перечень необходимых инструментов
Для создания самодельного аппарата из микроволновой печи потребуются следующие приспособления:
- набор отверток;
- наждачная бумага;
- медные прутки;
- молоток;
- зубило;
- нож.
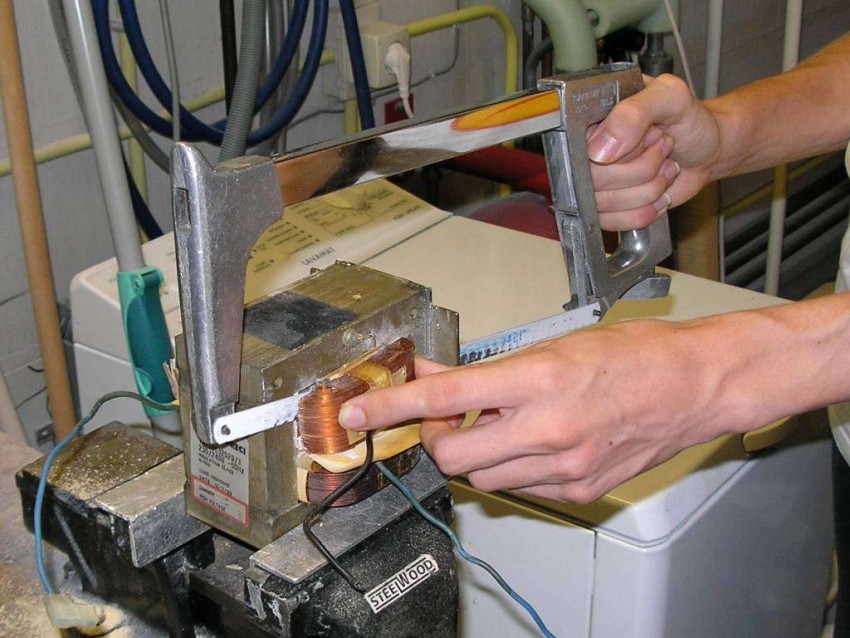
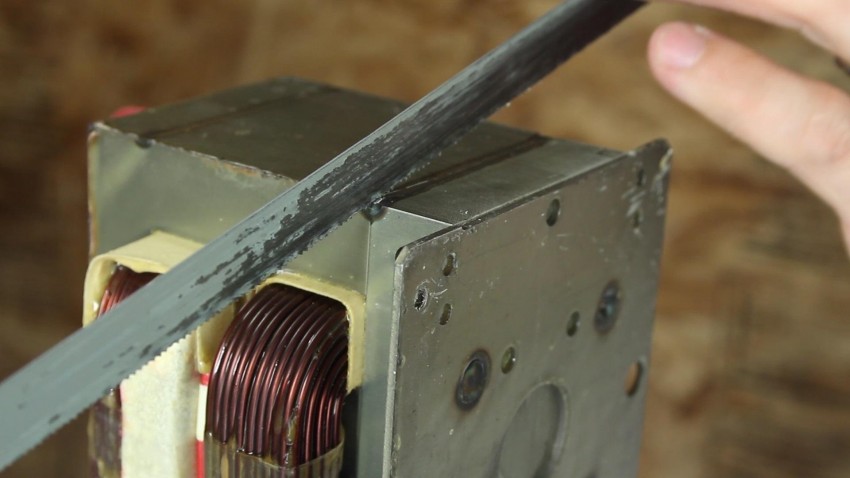
Переделка деталей от СВЧ
После извлечения трансформатора из печи выполняют следующие действия:
- Удаляют вторичную обмотку, используя ножовку или стамеску. Демонтаж выполняют аккуратно, стараясь не повредить подлежащий слой. Пространство между обмотками желательно заполнить гофрокартоном.
- Снимают металлические шунты, ограничивающие силу тока.
- Формируют вторичную обмотку. На этом этапе потребуется провод КГ 1х35. Он выдерживает длительное воздействие высокого напряжения и силы тока до 1200 А. Внешнюю резиновую изоляцию с кабеля снимают.
- Сердечник оклеивают скотчем, облегчающим скольжение провода при намотке. Кабель укладывают 3 плотными витками. Для обмотки допускается применение многожильного мягкого провода. Общий диаметр жил должен составлять не менее 1 см.

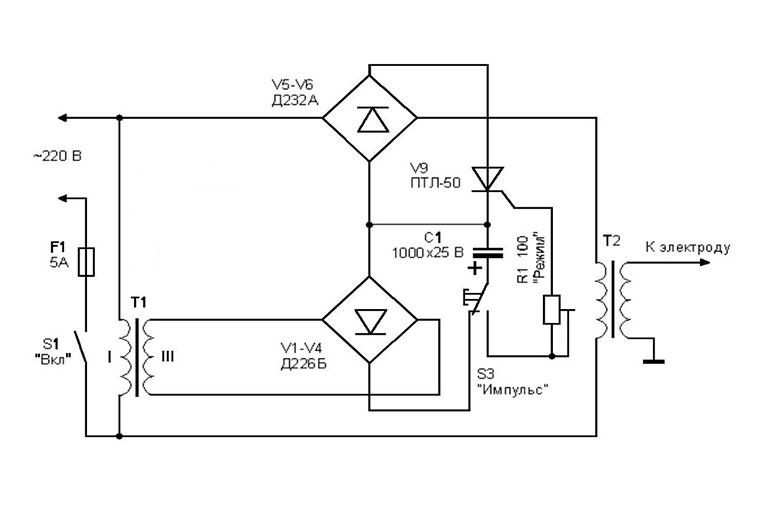
Схема самодельного устройства
Создание электрической цепи сварочного аппарата не вызывает затруднений. Электрод мягким кабелем соединяют с вторичной обмоткой трансформатора. В схему включают тиристоры, выпрямительные мосты. Один конец прижимного пистолета соединяют с вторичной обмоткой, другой – надежно фиксируют на аппарате.
Принцип действия электрической цепи агрегата таков:
- Однофазный или трехфазный ток подается на прижимной механизм.
- При нажатии кнопки на рукоятке пистолета открывается тиристор.
- Конденсатор заряжается от трансформатора. Тиристор закрывается, срабатывает прижимной механизм. Последний функционирует до разряда конденсатора. Повторное нажатие кнопки способствует подачи нового импульса. Время сохранения заряда конденсатора задается переменным резистором.
Сборка аппарата
Для создания рабочей части аппарата выполняют следующие действия:
- Собирают основу из нижней части корпуса микроволновой печи. На ней закрепляют один конец металлического профиля или деревянного бруса. Для этого используют саморезы, обеспечивающие прочную фиксацию. Ко второму краю профиля подсоединяют сварочный электрод с кабелем, подключенным к трансформатору. Провод наматывают на штангу, что предотвращает его повреждение.
- Обустраивают подвижную часть аппарата, имеющую вид рычага. В качестве оси используют длинный гвоздь. Создаваемые из профилей или брусков боковые стойки крепятся саморезами. Между ними и основанием рычага не должно оставаться расстояние. В противном случае точность воздействия аппарата снижается.
Тест работоспособности
После всех монтажно-сборочных работ аппарат проверяют следующими способами:
- Замеряют основные рабочие параметры агрегата. Для этого используют осциллограф. Сила импульса тока должна составлять около 800 А.
- Применяют собранное устройство на практике. Для этого создают пробный шов. После завершения работы замеряют температуру трансформатора. Если она является слишком высокой, схема собрана неправильно. Когда показатель находится в пределах нормы, делают еще 2 пробных шва.

Достоинства и недостатки
Точечная сварка, как и любая другая технология, обладает своими преимуществами и недостатками. Предлагаем ознакомиться с ними подробнее.
О хорошем
Первое неоспоримое достоинство технологии точечной сварки — это скорость формирования шва. Простейшая стационарная машина сварочная одноточечная способна сформировать несколько сотен сварных точек за одну минуту. Ни один человек не способен так быстро сваривать детали, как аппарат для точечной сварки. Соединение формируется быстро и качественно, даже если толщина металла достигает 20 мм. Это преимущество давно оценили автоконцерны. Так что этот тип сварки широко применяется при автомобильном производстве и ремонте.
Еще одно преимущество — дешевизна сварочного процесса. Да, промышленный (и даже профессиональный) аппарат стоит недешево. Но для его работы достаточно стабильного подключения к электричеству и пары специальных металлических электродов, которые не нуждаются в частой замене. К тому же, контактная сварка не требует от мастера высокой квалификации. Не нужно поджигать дугу, вести шов и следить за расходом комплектующих.

Из-за этой особенности точечная сварка широко применяется в конвейерном производстве. Там она более чем эффективна и позволяет выполнять сварку с минимальными финансовыми затратами. При этом аппарат для точечной сварки не потребляет много электроэнергии, поскольку сама сварка выполняется очень быстро.
Еще один плюс — универсальность и простота технологии. Оборудование для контактной сварки способно варить любой металл (в том числе цветной) толщиной до 2 сантиметров, без потери качества. Все, что необходимо для качественного результата — это правильно настроить аппарат.
О плохом
Теперь о недостатках. А они тоже есть, и могут быть вполне существенными.
Точечная сварка хоть и производительна, но ее мощностей может быть недостаточно для сварки толстых металлов. Большинство аппаратов могут справиться с деталями толщиной до 20 мм, но не более. При сварке более толстых деталей сварная точка получается недостаточно качественной и ее можно легко разрушить.
В некоторых случаях станок точечной сварки может занимать слишком много места. Но в основном это касается промышленных моделей, та же машина контактной сварки МТ модели 1928, которую мы уже упоминали. Но этот недостаток справедлив только по отношению к стационарным аппаратам. Бытовые модели компактны.
Также учтите, что соединения, получаемые точечным способом, не самые эстетичные. Они не вряд ли вы когда-нибудь видели художественную сварку, выполненную точечным методом. Эту технологию применяют для деталей, которые будут скрыты от глаза. Те же кузова авто. Зато точечная технология хороша при сварке временных швов.
Последний минус — это потенциальная опасность для сварщика. Многие, наблюдая за точечной сваркой, думают, что эта технология безопаснее, чем ручная дуговая или сварка в среде газов. Но это не так. В процессе работы сварщик имеет дело с большими значениями сварочного тока, и это может быть опасно для здоровья и жизни. Неопытный мастер может легко придавить пальцы точечным аппаратом, получить ожог или потерять зрение. Поэтому не пренебрегайте защитной экипировкой и соблюдайте технику безопасности, чтобы избежать фатальных последствий.
Похожие записи:
 Как сделать самодельный трубогиб для профильной трубы
Как сделать самодельный трубогиб для профильной трубы
 Как разжечь угли для кальяна горелкой
Как разжечь угли для кальяна горелкой
 Как своими руками изготовить виброплиту с бензиновым двигателем
Как своими руками изготовить виброплиту с бензиновым двигателем
 Крепеж для пеноблоков: какой можно использовать
Крепеж для пеноблоков: какой можно использовать
 Поделка миньон своими руками: из шариков, покрышек, яиц, бисера и других материалов (100 фото)
Поделка миньон своими руками: из шариков, покрышек, яиц, бисера и других материалов (100 фото)
 13 эффективных способов почистить серебро
13 эффективных способов почистить серебро