Содержание
Что выбрать — пайка полипропиленовых труб или соединение металлопластиковых труб
Для организации систем водоснабжения и отопления, сейчас широко используются полипропиленовые и металлопластиковые трубы. Они надежны, безопасны, долговечны, обладают действительно превосходными температурными, гигиеническими и гидравлическими характеристиками.
Металлопластиковые трубы в своей конструкции состоят из пяти слоев: пластик, связующий клей, алюминий, снова связующий клей и слой пластика. Каждый из слоев имеет свое определенное предназначение, в целом же они обеспечиваются высокие технологические показатели.
Пластик в конструции используется особой модификации, изготавливаемый по специальной технологии, и отличается высокой прочностью, химической стойкостью, не окисляется, не способствует отложению солей и биологическому нарастанию. Материал способен выдерживать высокие температуры и не терять своих свойств.
Алюминиевый слой расположен между слоями пластика и тем самым полностью изолирован от воздействия всех факторов внешней среды. Толщина алюминия колеблется в переделах 02-03 мм. Материал для данного слоя, также изготавливается по специальной технологии, которая позволяет металлу, сохраняя прочность, приобретать высокую эластичность.
Клеевой слой между материалами обеспечивает высокую степень соединения алюминия и пластика, придает трубам дополнительную гибкость, прочность и температурную стойкость.
Максимальной рабочей температурой данного типа труб является +95°, но они могут кратковременно выдерживать и +130°.
Осуществляя соединение металлопластиковых труб, следует применять фитинги из латуни, бронзы или пластика. Они оснащены штуцером определенной формы с резиновыми колечками, который вставляется в трубу. Плотная стыковка достигается пресс-соединением или обжимным соединением.
При обжимном соединении гайка специальной формы накручивается на наружную часть фитинга. При таком способе не требуется специальный инструмент, оно просто в сборке, является сборно-разборным, однако требует обслуживания и поэтому используется для наружных соединений.
Пресс-соединение осуществляется при помощи специального пресса с насадкой. Такие соединения являются неразъемными, не нуждаются в обслуживании и используются, в основном, в недоступных местах (в стяжке пола, штукатурке и тому подобное).
Оба способа соединения являются очень прочными и устойчивыми на разрыв. К недостаткам можно отнести то, что фитинги несколько уменьшают диаметр просвета трубы.
Полипропиленовые трубы, в отличие от металлопластиковых, имеют высокую степень текучести и через некоторое время могут изменить свою форму – для этого достаточно даже их собственного веса.
Материалом для таких труб служит полипропилен особой модификации, который обладает хорошей термостойкостью и прочностью.
Используют полипропиленовые трубы только внутри помещений и крепление их к основе производят через каждые 0,5-0,6 м.
Несмотря на свою текучесть, такие трубы довольно жесткие на изгиб и при монтаже могут загибаться только на большой радиус, поэтому для осуществления поворотов требуется использование фитингов, а это, в свою очередь, несколько затрудняет и удлиняет процесс монтажа.
Эксплуатация полипропиленовых труб возможна только в тех случаях, когда температура теплоносителя не превышает +70°, кратковременно могут выдерживать температуру +90°.Такие трубы, также долговечны – срок эксплуатации не менее 50 лет.
Для соединения используются фитинги из полипропилена, процесс соединения проводится методом диффузионной сварки и называется «пайкой».
Осуществляется пайка полипропиленовых труб при помощи специального паяльника, который разогревается до температуры +270°. Одновременно нагревается конец трубы снаружи и фитинг изнутри, затем труба вставляется в фитинг и через несколько секунд происходит соединение элементов посредством сплавления материалов между собой.
Окончательное остывание происходит буквально через полминуты, в течение которых категорически не рекомендуется на соединение оказывать механическое давление.
После пайки, в месте соединения фитинга и трубы, образовывается наплыв, который гарантирует герметичность и надежность крепления. В результате возникает монолитная структура, обладающая целым рядом достоинств: прочность соединения равняется прочности самой трубы, а проходное сечение трубы в этом месте не уменьшается. Сам процесс пайки очень прост и доступен, а стоимость фитингов очень невелика, что, в целом, значительно удешевляет всю систему.
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации — нам интересно ваше мнение
Приступаем к пайке
Но сначала давайте разберёмся, чем паять полипропиленовые трубы:
Инструменты

Паяльник для полипропиленовых труб
Самое главное значение, конечно же, имеет специальный паяльник, так как именно им вы и будете создавать соединения. Мощность самого простого подходящего для работы агрегата не превышает 800 Вт, а в комплекте имеются насадки для наиболее распространённых в бытовом использовании труб с сечениями 20, 25 и 32 мм.

В труднодоступных местах больше подойдёт к использованию прямой паяльник
Также вам ещё понадобятся следующие принадлежности:
| Название | Назначение |
| Рулетка | Производить все необходимые замеры |
| Карандаш | Наносить разметку согласно произведённым замерам |
| Ножовка по металлу | Резать трубу на отрезки необходимой длины |
| Остро заточенный нож | Снимать фаску с края обрезанного изделия |

Ножницы для резки ПВХ труб
В случае если вы планируете работать с армированными изделиями, то обязательно обзаведитесь подходящим шейвером. Дорогой инструмент выбирать нет смысла, так как его стоимость обусловлена долговечностью, а вам для разового использования вполне достаточно будет и дешёвой модели.
Осуществление пайки
Теперь переходим непосредственно к вопросу, как запаять полипропиленовую трубу? Проверьте наличие всего необходимого под рукой и приступаем.
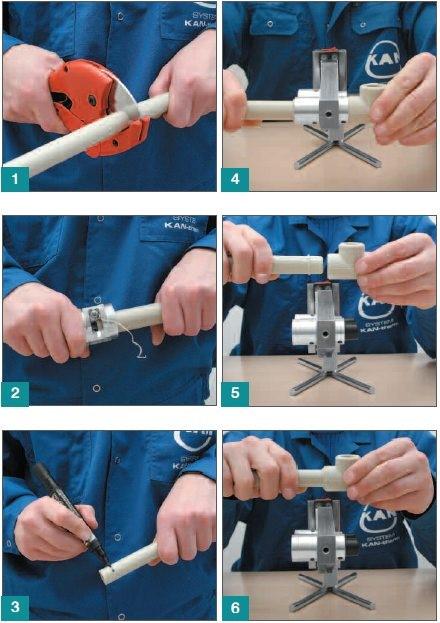
Шаг 1
Инструкция:
Замеряем нужный отрезок, добавляем к нему 20 мм, которые, несомненно, оплавятся в процессе работы.

Нанесение разметки карандашом
Отрезаем точно по намеченной линии.
Порезка трубы специальными ножницами
Устанавливаем в паяльник подходящую насадку и ждём её разогрева.

Паяльник с насадкой греется до нужной температуры
Шаг 4
Срезаем фаску с внешней стороны трубы и с внутренней стороны фитинга. Если этого не сделать, то оплавленные края могут задраться, что сделает соединение не пригодным к эксплуатации.
Шаг 5
Шейвером снимаем армированный слой. Для этого вставляем изделие в прибор и несколько раз проворачиваем.

Обработка армированной пластиковой трубы шейвером
Шаг 6
Вставляем подготовленный край трубы в широкую насадку, а соединительную муфту – в узкую. При этом следует учитывать, что фитинг может иметь гораздо большую толщину стенок и, следовательно, нуждается в большем времени нагрева.

Процесс плавления пластика паяльником
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Как паять полипропиленовые трубы
Рассмотрим процесс на примере создания водопровода в квартире.
Важно: убедитесь, что свариваемые элементы имеют одинаковую температуру и геометрию! Нарушение правильности окружности, неравномерный нагрев фрагментов приведут к плохому качеству спайки.
Для этого используются изделия с номинальными диаметрами 20…63 мм, так что достаточно будет ручного инструмента:
- аппарата для сварки вручную полипропиленовых труб с тефлоновыми насадками 14…63 мм;
-
ручной фаскосниматель (принципы работы с ним показаны в видео);
-
для армированных труб (РР25) потребуется также шейвер для зачистки наружного слоя;
- резак любого подходящего типа;
- рулетка и маркер для разметки;
- обезжиривающий состав для обработки свариваемых поверхностей (ацетон, этиловый или изопропиловый спирт, хлорэтилен, трихлорэтан);
- жесткая брезентовая ветошь для очистки нагревательных элементов.
Как выполняется сварка и подготовка полипропиленовых труб:
устанавливается сварочный аппарат, подбираются нагревательные насадки. Перед использованием их обязательно протирают для удаления остатков предыдущей пайки, обезжиривают, как и сами детали коммуникаций;
размечаются участки трубопровода для пайки, обрезаются до нужной длины;
снимают фаску с трубы;
обозначают ширину сварочного пояса – участка, который будет входить в фитинг
Важно – необходимо загнать трубу в посадочное отверстие фитинга до упора. В противном случае между соединяемыми трубами остается зазор, плохо влияющий на дальнейшую эксплуатацию трубопровода
Если необходимо соединить детали в определенном положении (например, для получения прямого угла между двумя уже частично собранными участками), также ставятся метки для правильного сопряжения;
для армированных труб удаляют верхний слой ровно на ширину сварочного пояса;
включают аппарат для нагрева. В зависимости от температуры в помещении, для этого потребуется 10…15 мину (поэтому можно вначале включить паяльник, а потом выполнять пункты 2…5). Температуру сварки выставляют 260 градусов, дожидаются включения зеленого индикатора паяльника – это означает, что оптимальный нагрев достигнут;
устанавливают трубу и фитинг на нагретые насадки. Длительность нагрева выбирается согласно диаметру изделия и толщине стенки;
нагретые детали плавным движение ОДНОВРЕМЕННО снимают с насадок и соединяют. Необходимо вдвигать трубу в фитинг без прокручивания и резких толчков;
выдерживают необходимое время первичной спайки и оставляют соединенные элементы до полного остывания (2…15 минут).
Важно: при нагреве полипропиленовые трубы выделяют токсины! Необходимо обеспечить качественную вентиляцию помещения, не направляя при этом воздушный поток непосредственно на область нагрева – детали могут разогреваться неравномерно.
На рисунке 4 показано, как в разрезе выглядят фрагменты трубопровода после пайки полипропиленовых труб небольшого диаметра своими руками – видимые швы или неоднородность материала отсутствуют.

Как соединить полипропиленовые трубы без паяльника
Иногда под рукой паяльника нет и взять его в аренду не получается. Для этого есть несколько альтернативных способов.
Газовая горелка
Покупка газовой горелки дешевле, чем покупка паяльника. Особенно если вам нужно соединить стыки один раз. Нужно знать какой газ использует устройство и подключение баллона.

Таким способом можно варить трубы разного диаметра и толщины стенок. Но использование этого прибора требует большого терпения, внимательности и аккуратности.
Первые этапы по разметке и разрезке материала точно такие же, как и при работе с паяльником (не забывайте оставлять место для соединения). Но когда доходит дело до самого процесса, разогревать трубу и фитинг следует одновременно. Когда стыки будут соединены, следует немного подождать, пока разогретая масса не остынет.
Паяльная паста
Паста состоит из следующих компонентов:
- Флюс;
- Порошкообразный припой;
- Смазка.

Такой способ называют холодной пайкой. С помощью этой массы сваривают не только трубы (проводка, пластик лёгкий металл и т.д.) Т.е., если надо спаять какую-то вещь, а паяльника под рукой нет.
Существуют пасты, внутрь которых добавляют серебро. Это улучшает их качество и позволяет сваривать более тяжёлые материалы. В этом случае сам материал становится податливым.
К основным характеристикам пасты относится:
- Клеящее качество вещества, из-за чего две половинки соединяются;
- Вещество должно быстро расслаиваться, но при этом сам процесс обязан противостоять окислению;
- При нанесении на любую поверхность масса должна быть вязкой, но сохранять деформацию;
- Она не должна никак влиять на материал (например, разъедать его или искажать характеристики);
- Как только паста затвердеет, её можно будет легко смыть;
- Вещество смывается растворителями;
- Она не должна растекаться, а находиться чётко в своих границах.
Чтобы соединить два стыка при помощи пасты, следует соединить их, нанести вещество и подогреть участок (можно использовать зажигалку или спички). Паста должна распределяться по соединению двух изделий равномерно. Как вещество затвердеет, следует удалить оставшийся флюс.
Будет интересным: Что делать, если слабый напор воды в квартире или частном доме
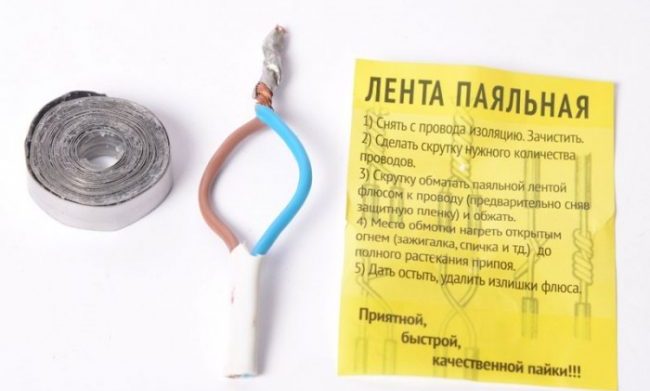
Паяльная лента
Этим способом очень часто соединяют проводку. Но для пластиковых изделий она тоже подойдёт. Для этого необходимо:
- Удалить все лишние вещества с помощью спиртовой настойки;
- Обмотать два стыка лентой;
- Рабочее место следует подогреть с помощью спичек или зажигалки;
- Немного подождать, пока материал не остынет;
- Оставшийся флюс и частички гари следует удалить с помощью растворителя.
Все способы хорошо соединяют трубы, но эти варианты не более, чем альтернатива паяльнику. Если найти нагревательный инструмент, лучше использовать оригинальное средство для соединения пластиковых изделий.
Пайка полипропиленовых труб: требование правил безопасности
Работа со сварочным устройством для ПП-труб не представляется сложной, тем не менее, на данном технологическом процессе существует риск получения термических и электрических травм, а также имеется возможность отравления сварочными парами.
 Перед тем как паять полипропиленовые трубы сварщик должен иметь защитную спецодежду, рукавицы и обувь, а также проверить работоспособность сварочного аппарата: отсутствие видимых повреждений на кабельной линии и корпусе паяльника. На рабочем месте должна быть аптечка с минимальным набором медицинских средств, в том числе от ожогов, бинты и лейкопластырь.
Перед тем как паять полипропиленовые трубы сварщик должен иметь защитную спецодежду, рукавицы и обувь, а также проверить работоспособность сварочного аппарата: отсутствие видимых повреждений на кабельной линии и корпусе паяльника. На рабочем месте должна быть аптечка с минимальным набором медицинских средств, в том числе от ожогов, бинты и лейкопластырь.
В целях безопасности монтаж выполняется на свободной площадке. Для того, чтобы объединить часть трубы в 1 м, необходим запас площади в 2 м2. При выполнении сварочных работ рабочая зона не должна иметь посторонних предметов, проходы должны быть свободными. Поэтому при сварке сложных конструкций, приходится часто переворачивать трубы, поэтому нужно быть особенно осторожным, чтобы не перевернуть паяльник. Надо знать, что при нагреве ПП-труб формируются ядовитые пары. Для того чтобы их не вдыхать потребуется частое и тщательное проветривание рабочего помещения.
Технические характеристики
Аббревиатура ПВХ — это сокращённый вариант написания слова «поливинилхлорид», идентифицирующего экологически чистый полимер с низкой температурой плавления и небольшой морозоустойчивостью. Стоит отметить, что последние два не совсем привлекательные свойства компенсируются высокой стабильностью и такой же механической прочностью данного материала. Собственно, его физические характеристики и придают ПВХ трубе следующие качества:
- исключительная кольцевая жёсткость. Изделие не боится гидроударов и способно выдержать давление до 120 атмосфер;
- отличный показатель устойчивости к температурным деформациям. При достижении температурой предельно допустимой отметки, размеры трубы увеличится лишь на 5%;
- плохая термостойкость. Потеря жёсткости клеевой поливинилхлоридной трубой фиксируется при температуре +78˚С. Поэтому использовать данное изделие при создании трубопроводов с температурой рабочей среды, превышающей +40˚С, не допускается;
- боязнь низких температур. Поливинилхлорид способен выдержать охлаждение без необратимых изменений своей структуры лишь до -15˚С. Соответственно, если предполагается эксплуатация ПВХ трубопровода в регионах, где такой температурный показатель не редкость, пластиковую магистраль необходимо утеплить.
Из эксплуатационных характеристик стоит выделить следующие моменты:
- длительный период функционирования без необходимости в прочистке. Заиливанию и засорению инженерной коммуникации препятствует высокая гладкость внутренней поверхности;
- идеально подходят для обустройства систем канализации. Это обусловлено, опять же, гладкой внутренней поверхностью и малой толщиной стенки;
- долговечность. Одной из основных причин, обеспечивающих данное свойство клеевых ПВХ труб, является отличная устойчивость полимера к УФ-излучению.
Клеевые ПВХ трубы выпускаются в разных размерах и их применяют для систем подачи воды и канализации
Монтаж
Соединение труб методом склеивания является неразборным – монолитным и не подлежит демонтажу. Монолит сводит практически к нулю возможность протечек. К тому же – это самый простой, быстрый и не дорогой вид монтажа.
Последовательность монтажа
- Процесс склеивания происходит при температуре от +5 до +30 градусов
- Подготавливаются детали. Отрезать нужного размера заготовки можно труборезом или любой мелкой ножовкой. Должен получиться абсолютно ровный срез. В противном случае качественного склеивания не произойдет.
- Место обреза трубы обрабатывается наждачной бумагой, напильником или надфилем. Удаляются все заусенцы.
- Производится сборка системы, для проверки размеров.
- Соединяем поверхности, обезжириваются растворителем. Оптимальный вариант, растворитель той же фирмы, что и клей.
- Равномерно наносится клей на трубу.
- Затем изделие вставляется в фитинг. Любое движение деталей недопустимо
- Плотно удерживаются в одном положении 5 -15 секунд.
- Лишний состав удаляется сухой салфеткой. До полного высыхания монолит не шевелить.
- После того, как состав затвердеет, можно проверить качество соединения.
Причины дефектов при клеевом соединении
- Состав нанесен не ровным слоем
- Срез не ровный
- Низкая температура окружающей среды.
- Плохо перемешан клей. Образовались воздушные пузыри.
- Малая фиксация может привести к перекосу соединения.
- Плохо очищенная поверхность
Как устранить протечку труб самостоятельно
При обнаружении протечки многие пытаются выполнить самостоятельный ремонт этой протечки полипропиленовой трубы. В основном возникают неисправности следующего характера:
- Износ прокладок. В результате появляется течь. Замена прокладки помогает ее устранению.
- Нарушение герметичности. Если соединение резьбовое, то самостоятельно заменить его будет несложно. Достаточно приобрести в магазине сантехники такую же деталь и поменять ее.
- Спайка узла на весу – В этом случае можно применить такой нехитрый прием: нагреть паяльник, отсоединить насадку, с помощью разводного ключа горячую насадку одеть на трубу. Далее снять насадку и произвести соединения.
- Установка готового спаянного узла – Бывает что нужно спаять узел на месте нет возможности, и тогда спаиваем требуемую деталь. А уже после заменяем им повреждённый участок трубы.
Труба под напором
Иногда требуется устранить течь полипропиленовой трубы под давлением воды. Не всегда будет возможность перекрыть подачу воды. Итак, чиним стык ПП в водопроводной или отопительной системе под напором. Есть несколько способов. Сначала следует указать наиболее эффективные.
- Установка хомута. На повреждения накладывается резиновое уплотнение и стягивается хомутами.
- Специальный клей. Современные технологии помогают в решение этой проблемы. Клей быстро схватывается, если есть возможность, можно им воспользоваться.
- Небольшие течи устраняют вкручиванием самореза с резиновой прокладкой.
- Бинт, пропитанный цементом, накладывается на повреждения. Сверху все замазывается раствором. Подойдет такой способ для устранения небольшой течи.
Труба без напора
Для ремонта без напора воды, может потребоваться замена. Делается это путем установки резьбовым соединением нового механизма, либо пайкой. При спаивании их концы и поверхности насадок обрабатываются обезжиривателем.

После того, как обнаружилась течь, вода перекрывается. В современных системах водоснабжения есть возможность перекрывать отдельные участки. Далее ремонтируем стык в безнапорной системе.
- Отсоединяем повреждения.
- Если можно заменить в нем какую-то деталь, это будет идеальный вариант, меняем.
- При невозможности замены приобретается и собирается другая.
- Затем монтируем уже исправленное.
Дополнительное усиление шва по трещине в дне ведра
После того, как шов предварительно пропаян, его нужно усилить. Для этого я использовал полоску, отрезанную от пластиковой бутылки. Мне повезло, при прогреве пластик спаялся достаточно плотно. При производстве этой работы нужно следить за тем, чтобы плавилась не только полоска пластика от бутылки, но и основа. Если упустить этот момент, то заплатка после остывания будет отслаиваться, а значит, ни о каком усилении шва речи уже идти не будет. При прогреве основы также не следует слишком усердствовать, чтобы не прожечь в днище ведра дыру. Запаять её вполне возможно, однако времени такая работа займёт значительно больше. В целом же, на ремонт своего пластикового ведра, я потратил немногим более получаса, включая чистку и обезжиривание поверхности. Думаю, что если придётся в следующий раз ремонтировать подобную утварь, времени понадобится ещё меньше.

Усиливаем шов, наплавляя поверх него ещё один слой пластика
Как осуществляется сборка конструкции
Дальнейший процесс работы осуществляется следующим образом:
- Вне зависимости от того, как осуществляется сварка – без паяльника или с ним, должна быть выполнена разметка.
- Следуя инструкции к устройству, необходимо прогреть соединяемые части, а после начала соединения не допускать упора трубы в стену фитинга. Помочь в этом способна правильно выполненная разметка.
- Оставить смонтированный участок до полного остывания и обеспечить его неподвижность.
- После этого необходимо убедиться в отсутствии брака (наплывов, отклонения от общей оси, протечек). В случае выявления любого из описанных дефектов, неудачный участок нужно разобрать и провести монтаж заново, с применением новых компонентов и учетом допущенных ошибок.

Похожие записи:
 Как укоротить цепь бензопилы
Как укоротить цепь бензопилы
 Рыбные консервы в стеклянных банках, приготовленные в духовке
Рыбные консервы в стеклянных банках, приготовленные в духовке
 Посадка туи в открытый грунт весной и летом: правила посадки, ухода и технология выращивания на даче
Посадка туи в открытый грунт весной и летом: правила посадки, ухода и технология выращивания на даче
 Как собрать компьютер самому из комплектующих: пошаговая инструкция
Как собрать компьютер самому из комплектующих: пошаговая инструкция
 Как снять якорь с болгарки
Как снять якорь с болгарки
 В чем заключается технология строительства каркасного дома: поэтапно с картинками
В чем заключается технология строительства каркасного дома: поэтапно с картинками