Содержание
Характеристики, которым должна соответствовать лента для шлифовального агрегата
4 варианта сборки точилки своими руками и чертежи Подбор абразивной полосы – важный этап во время сборки мини-гриндера своими руками. В первую очередь нужно определиться с протяженностью ленты и ее шириной. На геометрические параметры полосы оказывают влияние два основных фактора:
- размеры гриндера;
- назначение агрегата.
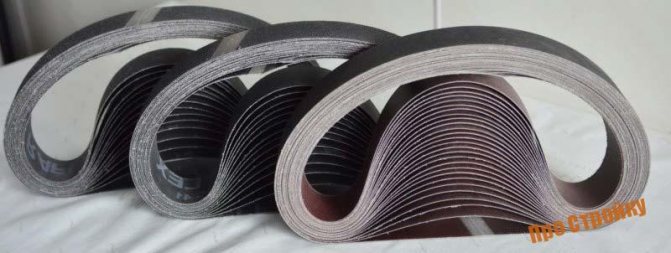
Тканевая основа лучше выдерживает поверхностное натяжение
Бесконечные абразивные полосы также подразделяются на типы по зернистости. Длина шлифовальных полос может быть разной (от 610 до 1830 мм). Такие ленты имеют ширину 50 или 100 мм. Первый вариант чаще всего встречается в агрегатах, собранных своими руками в домашних условиях.
Качественная абразивная полоса в обязательном порядке должна иметь эластичную основу из ткани
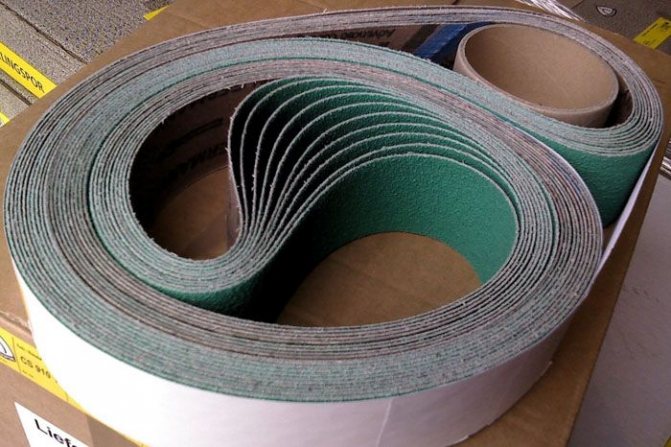
При выборе подходящего инструмента также необходимо обращать внимание на то, какое количество оборотов может выдержать полоса. Рекомендуется приобретать изделия, которые способны работать при 1500 об/мин. Такой вариант лучше всего подходит для изготовления ленточного гриндера своими руками
Чертеж, составленный ранее, должен содержать информацию о габаритах абразивной полосы и других ее характеристиках
Такой вариант лучше всего подходит для изготовления ленточного гриндера своими руками. Чертеж, составленный ранее, должен содержать информацию о габаритах абразивной полосы и других ее характеристиках.
Хорошая лента обязана иметь высокую абразивную стойкость. От этого показателя зависит резистентность ленты к износу. Для самодельных аппаратов рекомендуется использовать ленты, протяженность которых составляет не более 123 см. Абразивная полоса должна быть не только устойчивой к износу, но и иметь хорошую сопротивляемость к высоким температурам, образующимся во время трения о заготовку во время работы.
Стоит отметить, что ленты небольшой длины гораздо более подвержены износу, нежели изделия большей протяженности
Специалисты советуют обратить внимание на картинки с изображением готовых изделий. Фото аппаратов позволяют дать ответ на вопрос о том, как сделать гриндер своими руками. Чертеж устройства можно значительно упростить, если в его сборке используются уже готовые элементы, приобретенные отдельно
Чертеж устройства можно значительно упростить, если в его сборке используются уже готовые элементы, приобретенные отдельно.
От выбора ленты зависит скорость и качество обработки изделий
И, наконец, особое внимание необходимо уделить месту склейки абразивной ленты. Стык двух концов полосы должен быть максимально аккуратным, без каких-либо дефектов или выступов
Как склеить ленту для шлифовального агрегата самостоятельно
Ленточные шлифовальные аппараты содержат пружину, которая выполняет очень важную функцию: натягивает просевшую в результате износа ленту. Смена ленты производится несколько раз даже при обработке небольшой заготовки. Это следует запомнить.
При сборке гриндера своими руками из фанеры или металла абразивную полосу можно изготовить самостоятельно. Склейка такой ленты – сложное мероприятие, которое не терпит ошибок. В интернете существует множество советов о том, как правильно выполнить склейку ленты, однако многие из них являются неверными.
Процесс склейки выглядит следующим образом. Вначале нужно подобрать наждачный материал на тканевой основе. Затем стоит подготовить оба конца абразивной полосы. Для этого производится их зачистка. Шов на полосе выполняется исключительно методом «встык». Специалисты обязательно рекомендуют усиливать склеенную ленту с внутренней стороны посредством плотной полоски ткани, которая фиксируется с помощью специального клеевого состава.
Склейка ленты – сложное процесс, который не терпит ошибок
Для того чтобы соединить концы абразивной полосы, требуется приобрести специальный клеевой состав. Лучший вариант – применение эластичного клея. Экономить при этом не стоит, так как дешевые средства, как правило, не отличаются хорошим качеством.
Перед началом склеивания необходимо подготовить полосу для ленточного наждака. Гриндер своими руками (из подручных материалов) нуждается в надежной абразивной полосе, которую сложно выполнить в домашних условиях. Процесс производится с применением клеевой палочки, которая устанавливается на термопистолеты. Вначале производится подогрев состава. Для этого можно воспользоваться обычным феном, который есть в каждом доме.
Самодельный шкив
Этот элемент конструкции является самым сложным в изготовлении. Готовый шкив для гриндера достаточно дорогостоящая деталь. Для его самостоятельного изготовления необходимы определённые знания в области механики и токарного дела. Получить качественный шкив можно из стали или дюралюминия. В этом случае заготовку необходимо обрабатывать на металлорежущих станках. В упрощённом варианте можно его изготовить из фанеры. Она должна быть ФСФ или ФБ. Толщина выбирается исходя из ширины применяемой ленты.
Диаметр ведущего вала рассчитывается на основании характеристик выбранного двигателя и требуемой скорости движения ленты. Такой расчёт можно произвести самостоятельно или воспользоваться существующими таблицами.
Какую ленту для гриндера выбрать.
Если рассматривать бюджетную нишу, то следует остановиться на продукции БАЗ Белгородского абразивного завода. Их продукция довольно дешевая по сравнению с другими производителями. Также у этого производителя есть ленты с керамикой. Они довольно “агрессивные” и предназначены для обработки твердых закаленных сталей. Но продукция этого производителя довольно быстро изнашивается и начинает греться. Металлическая пыль коксуется на ленте и начинает рвать борозды на обрабатываемой заготовке. Такое происходит на всех лентах независимо от производителя, но на изделиях производства БАЗ все происходит намного быстрее.
Более качественные абразивы производят компании VSM и 3M. У них есть разные серии абразивов для гриндера, которые предназначены для полной обработки заготовки, начиная грубой обдиркой и заканчивая полировкой. Продукция компании VSM – это хорошее соотношение между ценой и качеством. Продукция от компании 3M отличаются высоким качеством, стойкостью к износу и высокой ценой. Продукция от 3М лучше чем ленты VSM, но их цена процентов на 30 больше.
Ниже представлен комплект, которым можно обработать любую сталь. Например, обработать клинок и довести его до финишного состояния.
В интернете многие советуют начинать обработку используя абразивное зерно Р24. Это самое крупное зерно, которое предназначено для грубой обдирки заготовки. Но лучше начинать обработку с более мелкого зерна Р40 или Р36. По логике крупное зерно должно быстрее обрабатывать материал, но на практике крупное зерно быстрее срабатывается, и лента с таким зерном быстрее садится, чем с зерном Р40. Зерно Р40 работает более аккуратно, после обработки на заготовке меньше глубоких рисок, которые потом тяжело убираются.
Для примера возьмём продукцию от компании VSM с зерном Р40 серии XK880Y или от компании 3М серии Cubitron 2. Это серии с керамикой для грубой обработки материала. После понадобится лента с зерном Р80. Абразив Р80 снимаем риски, которые остались от зерна Р40. Далее выбираем абразивное зерно Р120. В продаже имеются ленты с зерном Р60 и Р100. Но в целях экономии пропускаем их. Не обязательно использовать все зерна по порядку.
На этом этапе керамика больше не нужна. Для финишной обработки необходимы другие абразивы.
Как советуют опытные специалисты, если
закончили на керамике зерном Р120, то переходить на более мягкий абразив нужно
также с зерна 120, но в целях экономии, можно начать с зерна Р180.
Следующая серия — это кк712х компании VSM. Материал зерна — это корунд компактное зерно, его еще называют компаунд. Такой абразив хорошо убирает риски от прошлого зерна, при этом не оставляя за собой крупных рисок. На других абразивах бывает проблема, когда зерно Р160 оставляет после себя риски на заготовке, которые потом тяжело убрать. Происходит это скорее всего из-за того, что лента коксуется, с этим абразивом таких проблем нет. Единственный недостаток компаундов они быстро приходят в негодность.
После компаунда Р180 следующая лента такой же серии, но зерно Р220. В принципе на этом можно закончить, у клинка уже будет товарный вид, но можно улучшить. Например, кому-то нужна полировка. Выбираем серию ск772т и зерно Р320. Это тоже компаунд, но финишный. У него чистота обработки выше. После Р320 переходим на абразив Р400 и дальше Р800.
Если есть желание получить
зеркало, то дальше следует использовать пасты dialux.
Выше был представлен набор для обработки обычных и закаленных сталей, но нужно понимать, что данный набор подойдет не для всех случаев. Нужно знать, что для обработки каждого материала существует свой абразив.
Совет
Купите каучуковый карандаш. Он убирает коксующуюся пыль на шлифовальной ленте, и она как минимум в 2 раза дольше служит.
Также важно понимать, чем меньше она по длине, тем быстрее изнашивается. Каучуковый карандаш.
 Каучуковый карандаш.
Каучуковый карандаш.
Гриндер от чапая чертеж. Про гриндер. Ссылки на скачивание чертежей в первом сообщении.
Мастерская, кузнечное дело
Модератор:
- ТОчилка безусловно работает, но вот тут в таких вещах не последнее место будет играть эстетическая составляющая=) Нада как-то облагородить )И это, кажется мне что зажимать боль менее длинные клинки будет уже не удобно, нада над зажимами думать
Zelenk писал(а):Получаю ответ по стоимости каждой детали
ну и нормально сосчитали, ничего особого не увидел, т.е. всё посчитано до нас получилось 13820 без двигла и частотника. читаем первую попавшиюся тему
Chapay писал(а): Гриндер типа Г10 от Chapay (ИНФО в 1-м посте) ВСЕ ГРИНДЕРА И ДОПОЛНИТЕЛЬНЫЕ ПРИСПОСОБЛЕНИЯ ПРОХОДЯТ ОБКАТКУ, И ВЫ ПОЛУЧАЕТЕ ПОЛНОСТЬЮ ГОТОВОЕ РАБОЧЕЕ ИЗДЕЛИЕ НЕ ТРЕБУЮЩЕЕ КАКИХ ЛИБО ДОРАБОТОК! 1. Железо ГЧ10 с прижимным столом + двигатель (1.1 кВт, 2800 об, 220/380, комби) + частотник (хендай 700 серии на 1.5 кВт. подключение как на картинках пуск, реверс, скорость вращения — на коробке движка) -под ключ- 28500 руб. 2. Железо ГЧ10 с прижимным столом + двигатель (1.1 кВт, 2800 об, 220/380, комби) с конденсатором, проводами (кнопка пуска на крышке движка) -под ключ- 20000 руб. 3. Железо ГЧ10 с прижимным столом в сборе (без двигателя, кондея, частотника) проверено и прошло первичную обкатку — 17000 руб. Дополнительно: 1. Колесо Ф 200 мм — 2500 руб 2. Контуровка — приспособление для контурного шлифования — 4000 руб. Доставка ГЧ10 по РФ осуществляется в надежной деревянной упаковке транспортными компаниями. Стоимость доставки ГЧ10 — 1500 руб.
Zelenk писал(а): дали наводку на частного токаря (а точнее на токаря на заводе), созвонился скинул чертижи, получил ответ, цена вопроса 5000 деревянных, за 700 рублей готов еще и собрать в готовую продукцию, срок до 2 недель. Вот и думай после этого.
Думать придётся потом, когда конструктор будет готов, и деньги уплачены….где гарантия того, что лента не будет ползать по столу при собранном агрегате, а токарь сделал всё с пониманием дела? каждый выбирает свой путь.кому аппарат поработать, а кому е..ля с плясками на потолке, с потерей нужных клеток нервной системы.
Выбор ленты
Для верного выбора ленточного гриндера неплохо было бы сначала определиться с габаритными размерами поверхностей подлежащих обработке изделий, а после ознакомиться с размерами имеющихся в свободной продаже шлифовальных лент.

Бесконечные шлифовальные ленты различаются по трём параметрам: по длине, ширине и степени зернистости. Выпускаемый на данный момент размерный ряд шлифовальных лент для подобных станков, следующий: 610 мм, 915 мм, 1230 мм, 1600 мм, 1830 мм по длине, по ширине размерные показатели ограничиваются 50 и 100 мм, хотя можно найти и другие.
В любом случае, следующие критерии должны соблюдаться:
- Лента должна быть на эластичной тканевой основе.
- Выдерживать предельные угловые скорости не менее 1500 об/мин.
- Обладать большой абразивной стойкостью.
- Предельное относительное натяжение на разрыв – не менее 15%.
- Устойчивость к нагреву при длительной работе.
При выборе ленты необходимо учитывать, что наиболее оптимальным размером шлифовальных лент для самодельного гриндера является 1230 мм. Более короткие абразивные ленты изнашиваются быстрее, ибо не успевают охладиться в достаточной степени за время холостого хода. Что касается более длинных, то их применение приведёт к увеличению габаритов всей конструкции, что неприемлемо; при этом, каких-либо улучшений это не даёт.
Не пропустите: Плоскошлифовальный станок: типы, устройство, обзоры моделей
Параметры механической прочности ленты на разрыв очень важны. Применение составных лент, пусть даже склеенных самым продвинутым составом либо двойным скотчем, не допускается категорически! При растяжении места стыка во время работы, лента увеличивается в длину и натяжение ослабевает. При этом возможен сход ленты с направляющих роликов или её разрыв, а на такой скорости это чревато тяжкими последствиями для оператора и окружающих. С учётом большой скорости движения ленты по поверхности направляющих и ведущего ролика, применяемое удельное усилие на поверхность абразива не должно превышать 0.8 кг/см2. Примерно такому параметру соответствует показатель механической прочности шлифленты из электрокорунда: 800-900 МПа.
Как склеить ленту для гриндера своими руками и особые к ней требования
Разрабатывая самодельный гриндер своими руками, лучше предусмотреть использование ленты из наждака стандартных размеров. Стандартные размеры – это длина в 1830, 1600, 1230, 915 и 610 мм и ширина 100 и 50 мм. Тогда не придётся ломать голову, как сделать ленту для гриндера своими руками. Лента, самодельная или заводская, должна соответствовать следующим требованиям:
- эластичная основа из ткани;
- высокая способность выдерживать угловые скорости;
- абразивная стойкость;
- возможность удлинения без нарушения целостности на 10-15%;
- минимальный нагрев при длительной работе.
Изготавливая ленту самостоятельно, старайтесь не делать больше одного стыка. Все места склейки в процессе шлифовки растягиваются, и лента ослабевает
Как склеить ленту в домашних условиях:
- Вырежьте из листа наждака полосу нужной длины и ширины. Края ленты сделайте разрезом наискосок.
- Соедините края и предварительно склейте их с абразивной стороны малярным скотчем.
- Зафиксируйте срез несколькими каплями суперклея.
- Обработайте клеем место среза и кусок шёлковой ленты, прижмите поверхности друг к другу.
- Оберните место склейки бумагой и зафиксируйте его прессом на ночь.

Перед тем как использовать ленту на ленточной шлифмашине, дайте ей немного отвисеться с небольшой нагрузкой
Как склеить ленту для гриндера
Итак, а теперь про самое главное – как самому склеить ленту для гриндера.
Если же вы решились сделать абразивную ленту для шлифовального станка своими руками, то вам потребуется:
- Наждачная бумага с нужным вам абразивным зерном;
- Клей ПВА класса ДЗ или клей «Момент» (обычный клей ПВА не подойдёт);
- Молоток;
Есть два вида склейки абразивной ленты для гриндера:
- Склейка ленты внахлёст;
- Склейка ленты встык;
Склейка ленты для гриндера внахлёст
Склейка внахлёст очень хорошо склеивает ленту, вероятность того, что лента склеенная таким образом минимальная.
Недостаток этого способа склейки в том, что в месте склеивания/стыка она «бьёт» по материалу. У этого недостатка также есть логичная закономерность – чем больше зерно ленты, тем меньше чувствуется удары на стеке.
Чтобы склеить наждачную бумагу в ленту способом внахлёст, необходимо убрать абразив в месте склейки.
Сделать это можно либо на одном из концов, либо сразу на обоих.
В случае, если вы уберёте абразив с одного конца ленты, то лента получится с цельным абразивным зерном по всей длине рабочей поверхности, однако при работе будет сильнее чувствоваться биение.
Если же вы хотите склеить ленту встык, то вам не нужно будет убирать абразив с неё, однако прочность и качество соединения будут уступать склейке внахлёст.
Перед склейкой вы должны подготовить наждачную бумагу с необходимым зерном.
Поставить на ней разметки, по которым вы будете вырезать ленту, и, собственно, вырезать ленту.
Далее разметить концы ленты по шаблону, угол конца ленты произвольный, но должен находится в диапазоне 30-45 градусов. После чего отрезать лишние куски.
Разметить место, в котором вы будете снимать абразив, и согнуть его.
Соскоблить ножом абразив с места сгиба ленты.
Далее необходимо снять абразив с согнутого куска. Это можно сделать также двумя способами.
Первый – при помощи растворителя. Необходимо нанести растворитель на обратную сторону ленты, после чего дать ей немного времени просохнуть и соскоблить абразив обычным ножом.
Второй – с помощью клея. Первым делом необходимо промазать клеем абразивное зерно согнутого куска.
Следует использовать столярный клей ПВА класса ДЗ, так как обычный не подойдёт.
После нужно приклеить кусок абразивной ленты с нанесённым клеем на доску или брусок, после чего прогреть место склейки обычным утюгом.
Аккуратно оторвать ленту от бруска так, чтобы абразивное зерно осталось на бруске.
Остатки зерна счищаются ножом с ленты.
Далее происходит сама склейка ленты.
Если вы счистили абразивное зерно с двух концов ленты, то они оба промазываются клеем, после чего накладываются, прижимаются и прогреваются утюгом для более скорой склейки.
Если же вы счистили зерно лишь с одного конца ленты, то пропитайте конец без абразивного зерна клеем, после чего приложите его под второй конец ленты и всё также прижмите, и прогрейте утюгом.
На этом этапе вы можете использовать и клей «Момент», в таком случае в конце нужно будет простучать место стыка лент молотком для лучшего качества шва склейки.
Склейка встык
Для склейки встык всё также нужно подготовить наждачную бумагу, разметить её, вырезать, наметить место стыка, которое должно быть под углом.
Однако после необходимо отрезать кусочек специальной ткани – это может быть шелкотрафаретная ткань, тесьма для склеивания лент, шёлк, батист или даже ткань от старого зонта.
Этот кусок подгоняется под шов ленты, после чего пропитывается клеем ПВА класса ДЗ или «Момент», после чего приклеивается к концам ленты, прижимается, прогревается и, в случае с клеем «Момент», простукивается молотком.
Не забывайте, что лента, склеенная таким способом, держится только на этой ткани, которая может порваться и привести к травмам.
Поэтому необходимо соблюдать технику безопасности.
Рекомендую следующее видео, в котором автор показывает, как правильно склеивать абразивную ленту для гриндера своими руками:
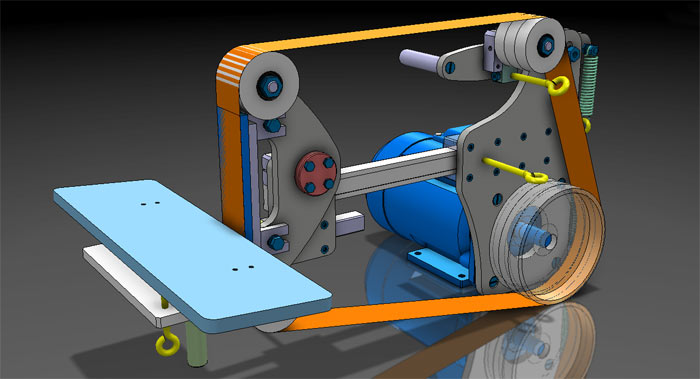
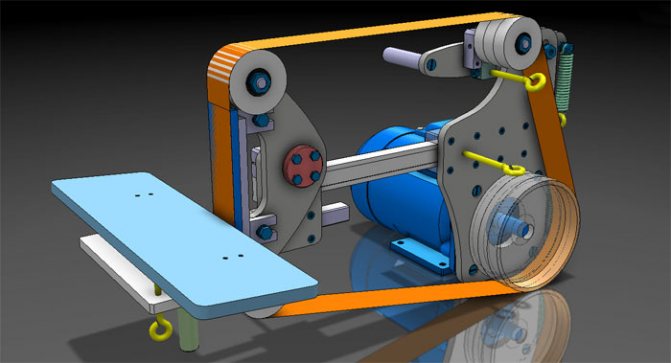
Гриндер своими руками. Чертежи с размерами
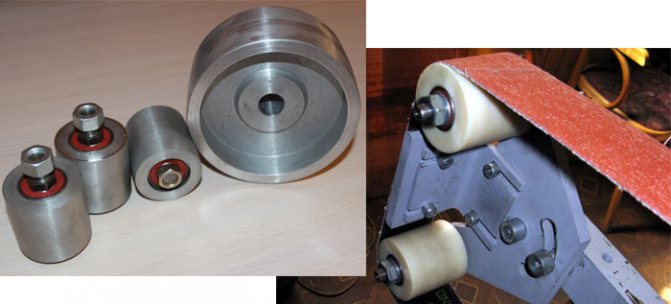
Основное внимание при разработке стоит уделить конструкции роликов, фиксации изделия при шлифовании и выбору мощности электродвигателя. Рассмотрим эти моменты подробнее
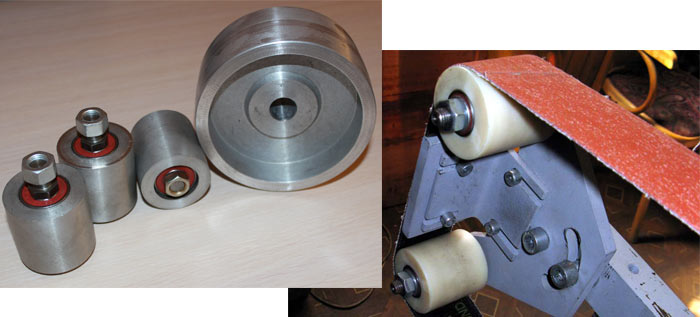
Конструирование роликов
Особо важно правильно изготовить головной, ведущий ролик. Он должен быть достаточно массивным, чтобы, обладая заметным моментом инерции, не сразу разгонять ленту до фактических значений окружной скорости
Учтём, что для привода самодельного ленточного гриндера будет с очевидностью принят стандартный электродвигатель, со скольжением не выше 9%, тогда эта скорость при номинальных 1500 мин-1 будет составлять не более 1380…1400 мин-1. С другой стороны из стали этот ролик изготавливать также нельзя: при пуске двигатель может сразу не провернуть массивный ролик.
Выход: либо использовать дюралюминий марки не ниже Д16, либо изготовить стальной ролик полым. При этом с увеличением диаметра ролика полость придётся выполнять глубже.
На ролике желательно предусмотреть торцевую канавку, ширина и глубина которой будет соответствовать сечению намеченной к применению бесконечной шлифовальной ленты. Этим исключается возможный сход ленты с одного из роликов, если их оси не будут расположены строго в одной плоскости.
Аналогичные канавки выполняются на ведомом и натяжном ролике. Их можно изготавливать из дюралюминия, и не вытачивать в них полости.
Особое внимание необходимо уделить шероховатости поверхности роликов. Она должна быть в пределах Ra1,25… Ra2,5
При большей шероховатости будет наблюдаться ускоренный износ ленты, при меньшей — возможно её проскальзывание в случае длительного шлифования.
Ролики ленточного гриндера должны обязательно устанавливаться в закрытые подшипниковые узлы на базе подшипников качения: так исключается случайное попадание частиц сошлифованного материала на оси роликов. Основное требование к подшипникам – соответствие его несущей способности фактическому числу оборотов двигателя.
Для крепления роликов на осях можно использовать обычные шплинты, либо выполнять ось в виде пальца с буртом, как это предписывает ГОСТ 9650. Выходной ролик должен иметь шпоночный паз для установки на вал электродвигателя.
Выбор электродвигателя и поворотного стола
В процессе изготовления гриндера своими руками важно верно подобрать привод. В большинстве случаев подойдёт двигатель с числом оборотов 1500…3000 мин-1, при мощности от 0,75 кВт (можно и больше – до 1…1,5 кВт, однако в этом случае повышенных скоростей шлифования может не выдержать материал бесконечной шлифовальной ленты)
Выбор мощности диктуется основной долей работ, которые предстоит выполнять на станке. Например, при преобладании чернового, силового шлифования (съём ржавчины, окалины, зачистка заусенцев) двигатель обычно выбирают помощнее, а номинальное число оборотов, наоборот, может быть уменьшено до 1200 мин-1. К концу выходного вала двигателя присоединяют ведущий ролик.
Учитывая, что при шлифовке выделяется значительное количество пылевидных отходов, корпус двигателя должен быть закрытым и обдуваемым, поэтому рекомендации использования в качестве привода двигателя от старой стиральной машины не стоит принимать во внимание
Проектируя самодельный гриндер, есть смысл заложить в конструкцию максимальную технологичность. Этому способствуют два обстоятельства:
- Изготовление поворотного стола;
- Наличие прижимной плоскости, на которую можно опирать шлифуемое изделие.
Первая задача решается так. Столик изготавливается с подвижным кронштейном, который имеет возможность поворота относительно горизонтальной оси на фиксированные углы.
Стол должен выдерживать заметные технологические нагрузки, а потому должен быть не тоньше 15…20 мм (для снижения массы детали целесообразно и здесь использовать дюралюминий).
В качестве прижимной плоскости целесообразно использовать раму станка. Для этого одну из поверхностей – ту, которая будет находиться у предметного столика – надо прошлифовать, и обеспечить ей максимальную жёсткость.
Монтажный блок. Увеличиваем возможности подъёмных механизмов
Талреп крюк-кольцо. Гост и размерный ряд
Гриндер своими руками. Чертежи с размерами
Основное внимание при разработке стоит уделить конструкции роликов, фиксации изделия при шлифовании и выбору мощности электродвигателя. Рассмотрим эти моменты подробнее
Конструирование роликов
Особо важно правильно изготовить головной, ведущий ролик. Он должен быть достаточно массивным, чтобы, обладая заметным моментом инерции, не сразу разгонять ленту до фактических значений окружной скорости
Учтём, что для привода самодельного ленточного гриндера будет с очевидностью принят стандартный электродвигатель, со скольжением не выше 9%, тогда эта скорость при номинальных 1500 мин-1 будет составлять не более 1380…1400 мин-1. С другой стороны из стали этот ролик изготавливать также нельзя: при пуске двигатель может сразу не провернуть массивный ролик.
Выход: либо использовать дюралюминий марки не ниже Д16, либо изготовить стальной ролик полым. При этом с увеличением диаметра ролика полость придётся выполнять глубже.
На ролике желательно предусмотреть торцевую канавку, ширина и глубина которой будет соответствовать сечению намеченной к применению бесконечной шлифовальной ленты. Этим исключается возможный сход ленты с одного из роликов, если их оси не будут расположены строго в одной плоскости.
Аналогичные канавки выполняются на ведомом и натяжном ролике. Их можно изготавливать из дюралюминия, и не вытачивать в них полости.
Особое внимание необходимо уделить шероховатости поверхности роликов. Она должна быть в пределах Ra1,25… Ra2,5
При большей шероховатости будет наблюдаться ускоренный износ ленты, при меньшей — возможно её проскальзывание в случае длительного шлифования.
Ролики ленточного гриндера должны обязательно устанавливаться в закрытые подшипниковые узлы на базе подшипников качения: так исключается случайное попадание частиц сошлифованного материала на оси роликов. Основное требование к подшипникам – соответствие его несущей способности фактическому числу оборотов двигателя.
Для крепления роликов на осях можно использовать обычные шплинты, либо выполнять ось в виде пальца с буртом, как это предписывает ГОСТ 9650. Выходной ролик должен иметь шпоночный паз для установки на вал электродвигателя.
Выбор электродвигателя и поворотного стола
В процессе изготовления гриндера своими руками важно верно подобрать привод. В большинстве случаев подойдёт двигатель с числом оборотов 1500…3000 мин-1, при мощности от 0,75 кВт (можно и больше – до 1…1,5 кВт, однако в этом случае повышенных скоростей шлифования может не выдержать материал бесконечной шлифовальной ленты)
Выбор мощности диктуется основной долей работ, которые предстоит выполнять на станке. Например, при преобладании чернового, силового шлифования (съём ржавчины, окалины, зачистка заусенцев) двигатель обычно выбирают помощнее, а номинальное число оборотов, наоборот, может быть уменьшено до 1200 мин-1. К концу выходного вала двигателя присоединяют ведущий ролик.
Учитывая, что при шлифовке выделяется значительное количество пылевидных отходов, корпус двигателя должен быть закрытым и обдуваемым, поэтому рекомендации использования в качестве привода двигателя от старой стиральной машины не стоит принимать во внимание
Проектируя самодельный гриндер, есть смысл заложить в конструкцию максимальную технологичность. Этому способствуют два обстоятельства:
- Изготовление поворотного стола;
- Наличие прижимной плоскости, на которую можно опирать шлифуемое изделие.
Первая задача решается так. Столик изготавливается с подвижным кронштейном, который имеет возможность поворота относительно горизонтальной оси на фиксированные углы.
Стол должен выдерживать заметные технологические нагрузки, а потому должен быть не тоньше 15…20 мм (для снижения массы детали целесообразно и здесь использовать дюралюминий).
В качестве прижимной плоскости целесообразно использовать раму станка. Для этого одну из поверхностей – ту, которая будет находиться у предметного столика – надо прошлифовать, и обеспечить ей максимальную жёсткость.
Похожие записи:
 5 уникальных ламповых часов, которые дополнят любой интерьер
5 уникальных ламповых часов, которые дополнят любой интерьер
 Как в домашних условиях плавить алюминий
Как в домашних условиях плавить алюминий
 Ламинат на стене в интерьере: варианты его использования и лучшие дизайнерские решения
Ламинат на стене в интерьере: варианты его использования и лучшие дизайнерские решения
 Как повысить напряжение постоянного и переменного тока
Как повысить напряжение постоянного и переменного тока
 Лучшие средства от фитофторы на помидорах: самые эффективные, как обрабатывать
Лучшие средства от фитофторы на помидорах: самые эффективные, как обрабатывать
 Изготовление барельефа на стене своими руками
Изготовление барельефа на стене своими руками