Содержание
Основы электросварочных работ
Электросварка представляет собой электрический прибор, который путем воздействия высокой температуры и специальных электродов, помогает соединить металлические детали между собой.

Расплавить электроды удается при помощи электродуги. Она образуется между поверхностью и соединительным элементом в процессе подачи постоянного тока высокой мощности.
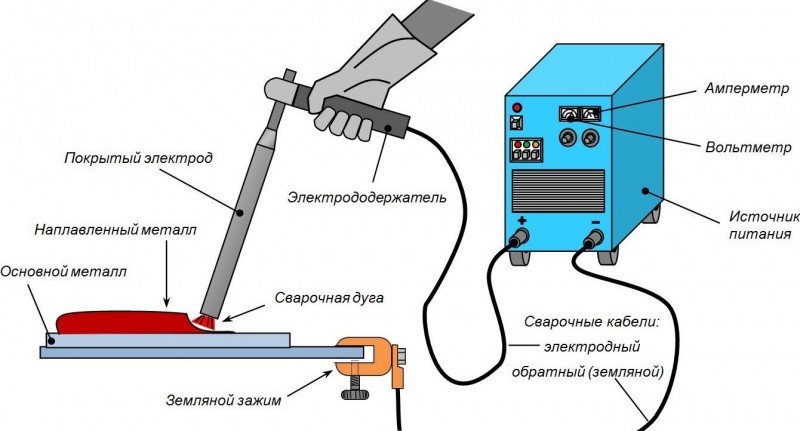
Устройство современного электросварочного аппарата включает в себя:
- инвектор;
- трансформаторную установку;
- специальный трехжильный кабель;
- держатель для электрода.

Инвектор предназначен для регулирования подачи постоянного тока. В ходе работы он начинает преобразовываться в постоянный. Трансформаторная установка отвечает за необходимую мощность сварочного тока.

Электрод – это металлическая заготовка выполненная из железной микрокрошки с комплексом минеральных соединений. Самым распространённым диаметром считается 3 – 6 мм. Поверхность изделия покрывают специальным раствором – обмазкой.

Длина электрода достигает от 300 до 550 мм. В процессе работы обмазка начинает обгорать и выполнять роль инертного материала, который обеспечивает лучшее крепление свариваемых металлов.

В составе обмазочной оболочки присутствуют:
- никель;
- марганец;
- мелкая стружка железа;
- глинозем;
- магнезия;
- известняк.
Все эти компоненты легко воспламеняемы. Продукты горения образуют прочный железный сплав, который способен соединить любую толщину свариваемого металла.
Что и какими методами можно сваривать полуавтоматом
сварка алюминия полуавтоматом
Наиболее часто полуавтоматическая сварка применяется для сваривания листового металла – нержавеющей стали, алюминия, цветных металлов. Сварке подлежат изделия и из чугуна. Зная, как правильно варить черные металлы, можно приступать и к сварке цветных.
Без использования полуавтомата при соединении тонких металлов трудно представить услуги СТО, сборку и ремонт бытовых приборов, установку всевозможных ограждений, емкостей для сбора и нагрева воды на даче и т.д. В промышленных условиях (например, в автомобильной промышленности) полуавтоматическую сварку используют тогда, когда необходимо получить высокое качество шва.
Варить полуавтоматом машину или заменять участки поврежденных деталей можно стыковым методом, однако он требует некоторого опыта сварки. Соединение по готовым отверстиям стоит произвести там, где ставится заранее выкроенная заплатка. Сварка внахлест, при которой происходит точечное соединение поверхностей, доступна даже для новичков.
Время работы инвертора
Обязательно обратите внимание на такой параметр, как предельное время работы на полной мощности. В руководстве этот параметр обозначается как «Продолжительность включения» или «ПВ»
Указывается он в процентах. К примеру, если в инструкции сказано, что ПВ для вашего сварочного аппарата составляет 60%, это значит, что 60% запланированного временного промежутка инвертор сможет работать на полной нагрузке, оставшиеся 40% ему нужно оставить на отдых. Традиционно используется деление рабочего времени на промежутки.
Чаще всего делят на 10-минутные интервалы. В рассматриваемом примере аппарат можно использовать в течение 6 минут на полной нагрузке, после чего он потребует 4-минутного отдыха. Сверяйте эти показатели для своего инвертора.
Технология сварочных работ
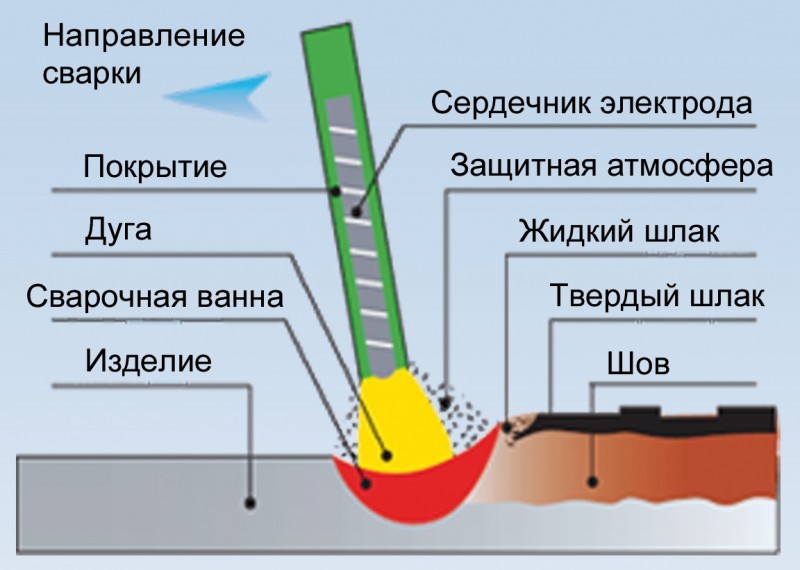
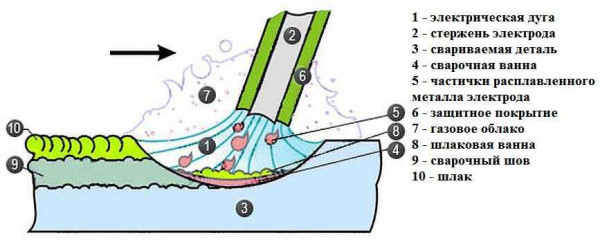
Сварочные работы происходят при высокой температуре. Электрическая дуга является источником тепла для нагревания и частичного расплавления рабочей зоны. Она возникает в воздушном зазоре между деталью и электродом, поддерживается все время операции и плавно перемещается вдоль линии шва.
Размеры образующейся рабочей зоны расплавленного металла, или сварочной ванны, определяются
- выбранным режимом работы;
- скоростью движения электрода;
- свариваемыми материалами;
- толщиной деталей и конфигурацией кромок.
Средние размеры сварочной ванны:
- ширина- 0,8-1,5 см;
- длина 1-3 см;
- глубина — около 0,5-0,7 см.
Чтобы правильно варить, необходимо выбрать материал и толщину электрода в соответствии с толщиной свариваемых деталей. Электрод покрыт тонким слоем флюса, или обмазки. При нагреве этот флюс плавится и образует защитную газовую область над рабочей зоной, что противодействует попаданию в рабочую зону кислорода воздуха. По мере удаления электродуги и следом за ними — зоны сварочной ванны расплавленный металл кристаллизуется, образуя шов, который соединяет детали в единое целое. Поверх шва располагается тонкий слой остатков выгоревшего флюса, который требуется зачистить.
Как варить инвертором тонкий металл. РДС- Ручная дуговая сварка.
Основная сложность у новичков бывает зажигание сварочной дуги. Если опыта и практики недостаточно, то прожега не избежать. Необходимо тренироваться, больше никак.
Полярность, применяемая при сварке тонкого металла инвертором – обратная. За счет этого детали будут меньше греться и прогорать.
В самом начале необходимо прокалить электроды по данным завода-изготовителя их пишут на пачке. Без прокалки процесс будет идти не стабильно и будут газовые поры в шве.
Первый способ, при котором используется отбортовка.
Тип соединения С1 по ГОСТу 5264.
На заготовках делается отбортовка. Высота ее от 1 до 4.5 мм. Загнуть ее можно как в тисках с помощью молотка, так и на специальных гибочных устройствах. Далее зачищаем кромки от любых загрязнений, а также от влаги. Будет просто шикарно если еще и обезжирить. Для этого подойдет специальный обезжириваетесь, ацетон или растворители типа 646 и др. Все детали подготовили.
Теперь нужно настроить аппарат для тонкого металла.
Электроды берем диаметром от 1,6…2,0 до 2.5 мм. Электроды можно взять, с основным покрытием (к примеру УОНИ 13-55), или с рутиловым (МР-3, Esab ОК-46 и прочие).
Ток предварительно настраиваем на пробной заготовке. Необходимо выставить такое значение тока, чтобы металл не прожигался, а дуга устойчиво горела. Для изделий из тонкого железа значения сварочного тока 30 А – 48 А (в принципе можно до 60 А) при использовании электрода диаметром 2 мм. Для каждого аппарата значение будет индивидуально. Именно поэтому рекомендуем предварительно настроить сварочный ток на пробной заготовке.
Теперь заготовки необходимо собрать на прихватки. Собираем детали без зазора и ставим прихватки по краям изделия. Для того чтобы уменьшить нагрев, электрод ведем углом вперед.
Начинаем варить на прихватке. Электрод ведем без колебательных движений, просто вперед
Важно как можно реже останавливаться. Если необходимо прервать процесс, к примеру для смены электрода, то зажигать дугу и начинать варить необходимо на сварочном шве
Предварительно зачистив его от шлака и уже с него переходить на кромки. Иначе будет прожег.
Таким способом получается хороший сварочный шов с дополнительной жесткостью от отбортовки.
Рассмотрим еще один способ как правильно варить тонкий металл электродом.
Если необходимо сваривать детали с толщиной стенки 1 мм без отбортовки, то нужно сделать теплоотвод.
Для теплоотвода подойдет кусок алюминия или еще лучше меди. На теплоотвод укладываем детали.
Теперь необходимо настроить ток. Значение те же 35-45 А. Полярность – обратная. Варим углом вперед. Устанавливаем прихватки отступив 5-10 мм от края. Если этого не сделать, железо на краю очень быстро нагреется и прогорит. Теплу просто некуда будет уходить. Электроды как у в предыдущем способе диаметром от 1.6 — 2.5 мм.
Все готово, можно начинать варить.
- Начинаем варить не от края, а на прихватке.
- Провариваем короткий участок 4-6 мм и обрываем дугу. Длину провариваемого участка оценивать по цвету металла. Как края стали красными – обрываем дугу.
- Повторно зажигаем дугу только после того, как металл остынет, и краснота спадет. Начинать необходимо на сваренном участке.
- Провариваем 4 – 6 мм и обрываем дугу. Так повторяем данный процесс до конца стыка. Процесс представляет собой как бы множество сварочных точек.
- После того как проварили шов, необходимо доварить небольшой участок, который оставили вначале.
Завершение процесса.
В данном случае очень важен теплоотвод, если опыта мало. Вертикальная сварка инвертором для начинающих или выполнение на весу дадутся не просто. В этом случае длинна сварочной «точки» будет очень короткая. Также во многом важен опыт.
При выполнении сварки тонкого металла важно удержание короткой дуги. Не более 1/2 диаметра электрода
Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали.
Аппараты для сварки
Сварочные работы своими руками невозможно произвести без помощи специального оборудования – сварочного аппарата. Их существует несколько типов, в зависимости от технологии, по которой мастер собирается производить сварку:
- Сварочный трансформатор считается самым простым типом оборудования, которым можно варить металл. Он работает от сети 220 В (иногда 380В). В процессе работы он преобразовывает напряжение в более низкие частоты, благодаря чему увеличивается сила тока. Трансформаторы очень просты в эксплуатации, не требуют супер-навыков для их использования и позволяют быстро и качественно создать монолитное соединение металлических деталей. Среди недостатков можно отметить, что часто сбивается дуга, разбрызгиваются капли раскаленного металла. Также иногда варить металл на таком аппарате сложно из-за того, что он напрямую зависит от напряжения и чувствует каждый скачок. Но кроме этого стоит отметить, что сам аппарат мобильный и компактный и идеально подходит для использования дома.
- Сварочный выпрямитель представляет собой оборудование, которое обеспечивает стабильное напряжение вне зависимости от сети и гарантирует постоянную дугу благодаря которой швы получаются более аккуратные, а работа происходит быстрее, так как не приходится постоянно восстанавливать инертную среду. Выпрямители отличаются массивностью и габаритами. Использовать такой агрегат можно, чтобы произвести сварку металла в домашних условиях или в промышленных отраслях.
- Сварочный инвертор – еще один представитель аппаратов. Он считается самым лучшим, надежным и востребованным. При сварке инвертором не стоит бояться перепадов напряжения, так как он сам по себе трансформирует 220В и обеспечивает постоянный, ровный поток энергии. Соответственно при этом получаются идеальные дорожки соединения. Инвертор обладает множеством преимуществ, о которых стоит упомянуть для тех, кто хочет научиться, как правильно сваривать железные изделия:
- стойко переносит перепады напряжения;
- экономно потребляет эклектическую энергию;
- варить на инверторе намного проще и быстрее;
- сваривать детали получается аккуратнее, так как полностью отсутствует разбрызгивание.
Научиться, как пользоваться сваркой, можно применяя любой из типов оборудования. Главное соблюдать все правила технологии работы и не забывать о безопасности.
Основные понятия
 Сварка на сегодняшний день — самое надежное соединение металла, ведь при ней материалы сплавляются в одно целое. Процедура проходит под воздействием высоких температур. Большая часть сварочных аппаратов использует для работы электрическую дугу.
Сварка на сегодняшний день — самое надежное соединение металла, ведь при ней материалы сплавляются в одно целое. Процедура проходит под воздействием высоких температур. Большая часть сварочных аппаратов использует для работы электрическую дугу.
Принцип ее работы таков: она разогревает металл в определенной небольшой зоне до температуры плавления. Называется такая сварка электродуговой.
При образовании электрической дуги может использоваться как постоянный, так и переменный ток. При переменном применяются трансформаторы, при постоянном — инверторы.
Проще работа обстоит с инверторами, т. к. они работают от сети 220 В. Отличаются небольшими размерами и весом, порядка 4−8 кг. Почти не издают шума и не влияют на напряжение.
Гораздо труднее обстоит работа с трансформаторами, т. к. ток переменный, он оказывает влияние на скачки напряжения, чему обычно не очень рады соседи и бытовая техника. Аппарат при этом большой и тяжелый.
Таким образом становится очевидно, что для новичков больше подойдет сварочный инвертор.
Процесс сварки
Технология сварки электродом состоит из нескольких этапов. Электрод подключают к сварочному аппарату для получения переменного тока. Если предполагается использовать постоянный ток, то потребуется выпрямитель. При касании электродом металла или чирканьем по нему появляется электрическая дуга. Ее сверхвысокая температура обеспечивает расплав металла и конца стержня с обмазкой.
Одним из обстоятельств, как правильно делать сварку электродом, является грамотное его подключение. При подсоединении к изделию анода будет происходить ручная сварка с прямой полярностью. Если подсоединить отрицательный полюс, то полярность будет обратная. Подключать электрод прямым или обратным способом зависит от толщины изделия. Для тонких металлов применяют обратное включение, а при толщине более 0,3 см — прямое.
Методика сварки электродом требует выбора правильного тока на сварочном аппарате. Устройство имеет два кабеля — один с зажимом, а второй с держателем для электрода. Зажав надежно электрод в держателе, зажигают дугу касанием или чирканьем.
При методе касанием электрод держат перпендикулярно по отношению к свариваемой поверхности. Коснувшись, его отводят на небольшое расстояние. Чирканье осуществляется плавным движением, а затем электрод так же отводят в сторону. В случае, когда зажигание дуги не произошло, надо попробовать увеличить силу тока.
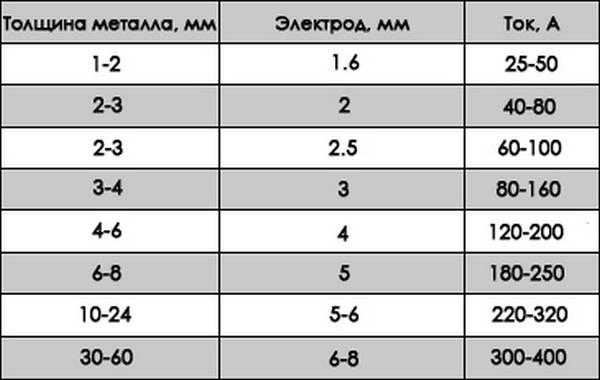
Перед тем, как варить электродом, следует правильно выбрать его диаметр, что находится в прямой зависимости от толщины металлических деталей. Допустим, что необходимо сварить изделия, поперечный размер которых составляет 3 мм. Из таблицы видно, что для принятия решения, как правильно варить электродом 3 мм, выбирают электроды, имеющие диаметр величиной от 2 до 3 мм.
Методика, как правильно варить электродом, говорит о том, что по мере постепенного сгорания его постоянно приближают к металлической поверхности. Если произойдет залипание, то следует оторвать проводник, покачивая его в разные стороны.
Начинаем варить деталь — как правильно это делать
Дуга возникает непосредственно после того, как электрод прикасается к детали. Однако просто взять и прикоснуться нельзя, поэтому существует два способа касания:
- Посредством чирканья электродом по наружной части заготовки. При этом способе требуется перемещать электрод вдоль шва, тем самым исключается вероятность возникновения следов
- Постукиванием — требуется постучать по детали кончиком электрода
Появляется быстро дуга на новом электроде. Если же электрод имеет оплавленную часть, то перед тем, как зажигать его, нужно стукнуть кончиком по заготовке. Перед тем, как переходить к работе, нужно потренироваться осуществлять розжиг электрода. Если не освоите особенности розжига электрода, то переходить к дальнейшим манипуляциям просто бессмысленно.
Сварка тонкого металла в аргоне.
Сварка аргоном деталей из тонкой нержавейки очень часто происходит именно данным способом сварки. Инертный газ – аргон обеспечивает высокую степень защиты.
Для выполнения сварки также, как и в предыдущих методах производим подготовку оборудования:
- Проверить целостность электрических кабелей.
- Подключить газовое оборудование к сварочному аппарату.
- Подсоединить горелку и кабель массы к аппарату.
- Включить сварочный аппарат.
- Настроить режим.
- Произвести продувку газовой магистрали.
Настройка сварочного инвертора для сварки в аргоне.
Для аргонодуговой сварки тонкого металла используется – прямая полярность.
После настройки параметров сварки переходим к самой технологии. Как и в предыдущий способах, сварочный ток настраиваем на отдельной заготовке. Взяв данные из таблиц за основу. Также производится настройка расхода газа. Стоит учитывать если процесс будет производиться при ветре необходимо использовать сопло с большим диаметром, а также увеличить расход газа. Горелку при этом приближать как можно ближе к сварочной ванне.
Подготовка к сварке:
- Сварочная проволока должна быть зачищена от ржавчины и прокалена 1.5-2 часа при температуре от 150 до 280 °С.
- Кромки изделия должны быть зачищены на 20-30 мм от стыка до металлического блеска и обезжирены.
Устанавливаем прихватки.
Располагать их нужно отступив от края 5-10 мм с шагом между прихватками 200-250 мм.
Начинать варить необходимо на прихватке. Производится прогрев как кромки и присадки. Варить необходимо углом вперед с минимально возможной длинной дуги. Это обеспечить высокую защиту расплавленного металла. Присадка подается область сварочной ванны. Не делать поперечных колебаний горелкой. После окончания процесса и обрыва дуги газ необходимо подавать 10-15 секунд.
В случае если предстоять сварка аргоном детали из тонкой нержавейки, то необходимо соблюдать дополнительные условия:
- Минимальная длинна дуги. Для обеспечения высокого качества защиты.
- Не выполнять колебаний горелкой в поперечном направлении.
- Максимальная скорость выполнения.
- Минимальный сварочный ток.
Данные мероприятия уменьшат перегрев металла. И как следствие помогут избежать горячих трещин.
В данной статье мы познакомили Вас с основными способами сварки тонкого металла.
Бесспорно, в домашних условиях лидером является РДС — ручная дуговая сварка. Хотя, конечно, сварка неплавящимся электродом и полуавтоматическая (mag) подходят гораздо лучше. Успехов в практическом применении материала.
Чем обоснована надежность сварки? ↑
С прочностью сварных швов вряд ли смогут состязаться другие виды соединения деталей из металла, если состыковка их должна быть неразъемной. Нагрев металлических сплавов электрической дугой вызывает пластическую деформацию материалов. В результате взаимного проникновения частиц электрода и соединяемых элементов формируются сверхпрочные межмолекулярные связи.
Электросварка залог прочности соединения деталей из металла
Внедрение прогрессивных технологий позволяет сейчас выполнять сварку с применением лазерного и электронного излучения, металлы сваривают ультразвуком и газовым пламенем. Чаще всего источником энергии служит электрическая дуга, создаваемая инвертором или сварочным аппаратом. С простейших и наиболее распространенных способов сварки и стоит начать обучение.
Принцип образования и работы электрической дуги
Полярность при сварке инвертором
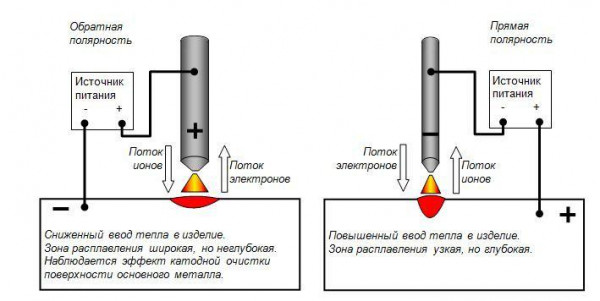
Плавление металла обуславливается воздействием на него высокой температуры сварочной дуги, которая возникает в результате присоединения противоположных клемм инвертора к металлической пластине и к сварному стержню. В зависимости от порядка подключения клемм сварочного инвертора, различают прямую и обратную полярность.

Порядок подключения клемм при прямой и обратной полярности
Полярность– это задание направления движения электронов
И прямая, и обратная полярность применяется при сварке инвертором, поэтому начинающему сварщику важно знать отличия этих видов подключений
Прямая полярность – это полярность, возникающая после подсоединения электрода к клемме «минус», а металлопластины — к клемме «плюс». При таком подключении движение тока идёт от электрода к металлу, в результате чего металл прогревается более интенсивно, и зона расплавления становится резко ограниченной и глубокой. Прямая полярность подключения сварочного инвертора выбирается при сварке толстостенных элементов и при инверторной резке.
Обратная полярность характеризуется подключением «минуса» к металлической пластине, а «плюса» — к электроду. Зона сплавления при таком подключении более широкая и имеет малую глубину. Направление тока направлено от металлической заготовки к электроду, в результате чего происходит более сильный нагрев электрода. Такой порядок уменьшает риск возникновения прожога и применяется при сваривании тонкостенных металлических изделий.
Как ухаживать за инвертором?
Любое оборудование любит уход и порядок, ваш инвертор – ни в коем случае не исключение. Правила, как правильно варить инверторной сваркой и как правильно его хранить, простые.
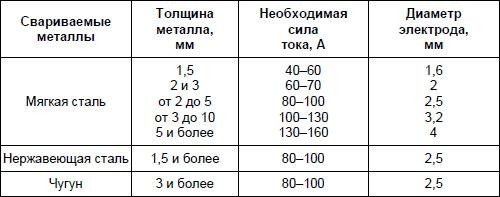
Выбор электрода для сварки различных металлов.
Перед работой нужно делать следующее:
- произвести визуальный осмотр аппарата и подготовить место, где вы собираетесь работать;
- установить инвертор в горизонтальном положении с желательной защитой от пыли, осадков и других загрязнений;
- кабель подключить к разъемам в соответствии с вашими планами, обычно это плюс на электрод, а минус на металл;
- подключить электропитание. Важнейший нюанс: если у вас используется удлинитель, сечение сварочного кабеля должно быть не меньше 2,5 мм².
- поджечь дугу на отрыве в качестве пробного теста;
- убедиться в целостности кожуха, потому что без него варить категорически запрещается;
- отрегулировать режим тока. Можно начинать варить.
Хранить ваш аппарат нужно по следующим правилам:
- постоянно проверять все узлы устройства. Частота проверок зависит от интенсивности использовании аппарата и степени запыленности рабочего помещения;
- чистить устройство от пыли с помощью сжатого воздуха и низкого давления. Электрическое плато струей воздуха не чистить, а обходиться мягкой щеткой;
- проверять крепость силовых разъемов, целостность вилки, розетки и изоляционного покрытия электрических кабелей;
- хранить инвертор лучше в сухих условиях, температура воздуха должна укладываться в диапазон от -15°С до +50°С, оптимальная влажность воздуха – около 70 – 80%.
- Не забывать отключать инвертор от сети, когда он не работает.
Подготовка
Перед началом процесса следует подготовить сварочный аппарат и проверить его работоспособность. Убедиться, что имеется достаточное количество электродов, подходящих для конкретных материалов. Для отбивания шлака потребуется молоток или кувалда, а для уборки кусочков — щетка.
Сварка не является безопасным процессом, поэтому потребуется защитный костюм для сварщика, маска со светофильтром, рукавицы, прочная обувь. Около места проведения сварки должна находиться емкость с водой. Рядом не должно быть легковоспламеняющихся предметов. Остатки шлака следует убирать сразу после окончания. Электродуговую сварку для начинающих следует проводить под присмотром опытного специалиста.
Как зажечь электрод
Чтобы научиться варить электродом, сперва нужно добиться, чтобы он не прилипал к металлу. Конечно же, современные инверторы имеют защиту от прилипания электрода, но все же, нужно знать, как правильно зажечь электрод.
Сделать это можно постукиванием о металл или чирканьем. Если электрод никак не зажигается, то просто попробуйте его сначала прогреть. Для этого проведите концом электрода по металлу, и он обязательно загорится.
После этого важно сохранить сварочную дугу, поскольку если сильно высоко поднять электрод, то дуга погаснет. Нормальное расстояние между электродом и поверхностью металла должно составлять около 3 мм
При увеличении длины сварочной дуги металл начинает быстро плавиться, поэтому могут образовываться прожоги и наплывы металла.
Выбираем, покупаем

Таблица характеристик для сварки инвертором.
Полезно было бы погуглить и почитать о производителях отечественных и зарубежных, чья продукция предлагается на российском рынке. Главным образом это европейские и азиатские страны.
Оборудование из Азии обычно недорого стоят и весьма приличного качества, за исключением, конечно подделок кустарного производства.
Европейские инверторы отличаются качествами с обязательным прилагательным впереди «высокий»: высокой ценой, высокой надежностью, высоким качеством. Российских аппаратов на рынке мало.
Разберитесь с маркой сварочного кабеля и площадью его сечения. Правильный выбор поможет вам избежать сложностей при перепадах напряжения в сети, если таковые будут происходить во время сварки.
Вторым делом разберитесь с наличием сервисных центров по стране. Если вы живете в городе-миллионнике, центр обслуживания конкретной продукции вряд ли будет для вас проблемой. А вот если вы живете в удаленном регионе, данный вопрос станет для одним из самых важных.
Если по-хорошему, то покупкой одного аппарата вам не обойтись. Обязательно купите сварочную маску со светофильтром. Вам необходимо защитить себя от брызг расплавленного металла и продуктов сгорания материалов.
Но главное – это защита от ультрафиолетового излучения раскаленной дуги. Самый примитивный вариант – маска из пластика и светофильтра, который подбирают в зависимости от силы тока, освещения и вашего зрения.
Вариант подороже и намного более комфортный – маска со светофильтром типа «Хамелеон», которые автоматически меняют свои характеристики, и которые можно регулировать для окружающего освещения и состояния ваших глаз.
Ладно, согласны, целый костюм из специальной ткани можно не покупать. Но брезентовый фартук с перчатками – не прихоть, а ваша защита. Рукавицы лучше выбирать из спилка
Обратите внимание на вашу обувь: учтите, что на ноги могут упасть капли расплавленного металла
Как двигается электрод при сварке
Разобравшись в вопросе о том, как зажечь сварочную дугу, а также с особенностями удержания электрода, можно приступать к делу. Когда дуга будет зажжена, держать электрод требуется на расстоянии 2-3 мм от наружной части заготовки. Именно здесь и проявляется все мастерство сварщика. Чтобы получить навыки работы сваркой, нужно потренироваться удерживать зажженный электрод. Вся трудность при движении электрода в том, что при этом надо учитывать следующее:
- Траектория перемещения электрода должна быть выбрана предварительно. Варианты движения электродом представлены ниже
- Когда осуществляется работа аппаратом, нужно знать, что длина электрода при движении уменьшается. Чтобы исключить исчезновение дуги, нужно придерживаться постоянного расстояния на уровне 2-3 мм
- Размер сварной ванны настраивается путем увеличения или уменьшения скорости перемещения электрода. Чем меньше скорость, тем больше размер шва
- Следить за направлением шва, так как работы проводить требуется исключительно в специализированных защитных очках или маске
Научиться работать электросваркой не трудно, но перед тем, как переходить к серьезным манипуляциям, нужно набраться опыта. Чтобы научиться «класть» ровные швы, следует предварительно провести линию мелом, и уже ориентироваться по ней. Это исключит необходимость на начальном этапе обучения контролировать ровность шва.
Это интересно! Не торопитесь сваривать две детали. Предварительно нужно научиться класть ровные швы, а уже после этого осуществлять попытки соединения двух деталей.
https://youtube.com/watch?v=usm9dqPDQAg%3F
Выводы и полезное видео по теме
Особенности сваривания труб:
Как правильно выбрать сварочный инвертор:
https://youtube.com/watch?v=1mMv-S5iB7Y
При желании любой домашний мастер сможет освоить азы сварки. Это не так уж и сложно. Потребуется терпение, аккуратность и, безусловно, точное исполнение всех инструкций. Все будет намного проще, если процесс освоения нового навыка будет проходить под руководством опытного специалиста.
У вас есть личный опыт соединения деталей с помощью электросварки? Хотите поделиться накопленными знаниями или задать вопросы по теме? Пожалуйста, оставляйте комментарии и участвуйте в обсуждениях – форма для отзывов расположена ниже.
Похожие записи:
 Кнауф диамант- декоративная штукатурка : особенности состава и способы нанесения- обзор +видео
Кнауф диамант- декоративная штукатурка : особенности состава и способы нанесения- обзор +видео
 Как быстро измельчить яблоки в домашних условиях для отжима сока
Как быстро измельчить яблоки в домашних условиях для отжима сока
 Подробное описание, как сделать подъюбник самостоятельно
Подробное описание, как сделать подъюбник самостоятельно
 Декоративная штукатурка (50 фото): виды и состав, как наносить
Декоративная штукатурка (50 фото): виды и состав, как наносить
 Как расколоть камень
Как расколоть камень
 Как посадить зеленый лук дома на подоконнике: 7 способов
Как посадить зеленый лук дома на подоконнике: 7 способов