Содержание
Конструкция осциллятора
Для того чтобы изготовить самодельный осциллятор, необходимо взять высоковольтный трансформатор, который будет повышать напряжение. Кнопка на горелке, которая отвечает за управление отжига и подачи газа в сопло плазмообразующей дуги, также является одним из важных элементов. Тем самым защищая металл от кислорода, создавая аргоновую среду, где и происходит сваривание металла. После нажатия кнопки управления загорается разрядник, который создает частоту импульсов. За них несет ответственность высоковольтный трансформатор. Через дугу создается высокочастотное магнитное поле и преобразуется катушкой, намотанной обычным сварочным кабелем, создавая тем самым рабочую дугу. В конструкции существует два выхода: плюс и минус. Первый, проходя через трансформатор, идет на горелку, второй – на деталь. После нажатия кнопки управления через клапан запускается газ в горелку, что и есть начало сварочного процесса. Необходимая составляющая сварочного осциллятора – это конденсатор.
Разрабатывая самодельный осциллятор для сварки, необходимо тщательно изучить схему конструкции. Человеку, который хоть немного знаком с электротехникой и имеет небольшие навыки в конструировании, не доставит особого труда соорудить его в домашних условиях.
Виды, подключение
По принципу работы устройства делятся на два типа:
- Осцилляторы непрерывного действия.
- Осцилляторы импульсного действия.

При работе осциллятора первого типа сварочный ток суммируется с высокочастотным током высокого напряжения. Зажигание дуги происходит без непосредственного контакта электрода с поверхностью металла. При малом значении силы тока дуга остается стабильной. Исключается разбрызгивание металла и поражение сварщика электрическим разрядом. Такой осциллятор может быть включен в сеть последовательно или параллельно. При последовательном соединении устройство включается в разрыв кабеля электрода. Подобное подключение позволяет использовать осциллятор более эффективным образом. Нет потери энергии на обеспечение защиты от высокого напряжения.
Импульсный осциллятор подключается параллельно и используется преимущественно в тех случаях, когда требуется вести сварочные работы переменным током. Вся сложность заключается в том, что устройство должно реагировать на смену полярности, причем за минимальное время. Поддержать дугу, повысив ее стабильность, может только ток высокой частоты импульсного типа. Если применить при такой сварке аппараты непрерывного действия, то дуга будет получена без особых проблем, однако повторное ее зажигание уже невозможно, то есть осциллятор будет выполнять только одну свою функцию.
Наличие в схеме конденсаторов позволяет сделать более функциональное устройство. Накопленный электрический заряд позволяет производить повторные импульсы и поджигать дугу в процессе формирования шва, если сварщик случайно отклонил электрод на большое расстояние. В схеме устройства без обратной связи не обойтись. Именно управляющая система обеспечивает синхронизированный разряд конденсатора.
Изготовление ключевых деталей
Имея некоторые зная электротехники и необходимые материалы можно приступать к созданию самодельного осциллятора. Начать стоит с повышающего трансформатора, который будет поднимать напряжение. Его можно купить в магазине или намотать самостоятельно. Число витков и площадь сечения выбираются по справочникам. Главный показатель — это способность повысить напряжение до 3000 — 6000 В.
Колебательный контур создается из катушки индуктивности, которая наматывается сварочным кабелем на ферритовый сердечник. Достаточно одного витка такого провода для первички, и пяти витков для вторичной обмотки. В контур устанавливается блокировочный конденсатор и разрядник. В последнем происходит процесс генерирования и высвобождения затухающего импульса.
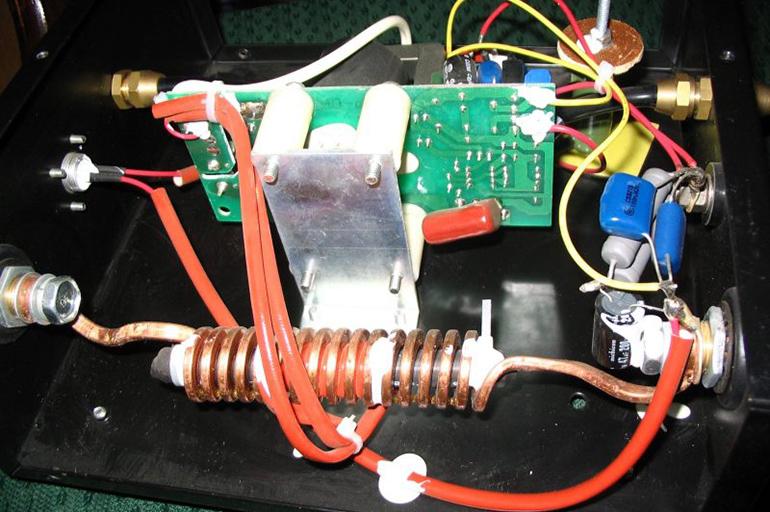
Разрядник изготавливают из двух медных вертикальных стержней, на которые крепятся вольфрамовые прутки для передачи тока. Рекомендуется залить медные стойки диэлектрическим затвердевающим составом, предварительно подведя к ним провода для контактов. Возможна сборка осциллятора на основе катушки зажигания, только после нее в схему необходимо установить ВВ диод и идущий за ним конденсатор. Потом следует поставить разрядник, подсоединенный к первичной обмотке трансформатора.
Накопительный конденсатор можно купить или извлечь из старого телевизора. Некоторые мастера создают такие конденсаторы самостоятельно в банке. Газовый клапан, устанавливаемый на выходе, доступен в продаже.
Осцилляторы значительно облегчают работы по сварке алюминия и нержавейки, или разрезанию металла плазмотроном. Советы для начинающих в этой статье, различные схемы устройства, и видео по созданию самодельных аппаратов, помогут изготовить простой осциллятор для личных нужд.
Принцип действия
Для лучшего понимания мы разделили этапы работы осциллятора на две стадии:
- Стадия 1. Напряжение проходит по обмотке повышающего трансформатора и затем поступает на конденсатор, тем самым заряжая его. У каждого конденсатора есть своя величина емкости тока, поэтому он мгновенно выдает ток на разрядник, когда заряжен до необходимой величины.
- Стадия 2. Происходит так называемый пробой — резкое возрастание силы тока. Колебательный контур становится закороченным, что приводит к появлению тех самых затухающих колебаний или импульсов. Эти колебания формируют ток высокой частоты, который затем из катушки и блокировочного конденсатора переходит на сварочную дугу.
Вот и все. В осцилляторе не происходит никаких сложных процессов и нет никаких особенных компонентов. Вся его работа основана на принципах элементарной электротехники. Даже если вы далеки от работы с электрикой, мы рекомендуем изучить эту область. Так вы расширите свои профессиональные навыки и будете лучше понимать принципы электросварки.
Принцип действия и назначение
Применение осциллятора позволяет обеспечить бесконтактный розжиг дуги, что существенно облегчает задачу сварщика, а также влияет на стабильность электрической дуги в процессе работы. Хотя мы отметили, что устройство является обособленным элементом, иногда оно интегрировано в сварочный инвертор, то есть, источник питания и осциллятор находятся в одном корпусе. При достаточном объеме знаний в области электроники и электричества возможно изготовление самодельного осциллятора
Именно на этом обычно концентрируют свое внимание читатели, так как экономия денежных средств всегда выглядит привлекательно

Начнем с того, что сформулируем основную идею работы данного устройства. При работе сварочного инвертора на электроды подается напряжение 220 В. Если сварка ведется переменным током, то его частота составляет 50 Гц. «Поверх» этого напряжения в импульсном режиме подается высокая разность потенциалов и высокая частота. Количество таких импульсов, как правило, невелико. Добавочный высокочастотный ток должен лишь разжечь дугу. На это уходят доли секунды. Для качественно оценки следует подчеркнуть, что амплитуда колебаний напряжения достигает 6 кВ, а частота при этом составляет 500 кГц. Но за счет малой продолжительности импульса мощность электрического тока не превышает 300 Вт.
Среди пользователей возникает лаконичный вопрос: «Может ли осциллятор генерируемым током проводить сварку металлов?». Действительно, это было бы логично, однако низкая мощность не позволяет расплавить металл и присадку, поэтому импульс используется исключительно для пробоя воздушного зазора. В задачи сварщика входит лишь приближение электрода на расстояние примерно 5 мм и нажатие кнопки. В осцилляторах интегрированного типа кнопка локализуется прямо на держателе. Длительность импульса соответствует времени удержания кнопки. Далее сварка проводится в обычном режиме.
Высокочастотный ток протекает через диэлектрик (воздух) после активной ионизации. Практически моментально возникает дуговой разряд. Одновременно ионизированный воздух становится проводником, и основной ток сварочного аппарата течет, образуя электрическую дугу. Если процесс сварки автоматизирован и инвертор обладает микропроцессором, то осциллятор в процессе формирования шва автоматически включается при необходимости, когда возникает тенденция гашения дуги. Примером может служить ситуация с перепадом напряжения или случайного движения руки сварщика в сторону. В результате работы осциллятора можно получить качественный и равномерный шов.
Взаимодействие с инвертором
Принцип действия аппаратуры, стабилизирующей работу инвертора, состоит в дополнительной подаче высокого напряжения к электроду. Оно поступает периодически, вместе с основным выходным напряжением самого сварочного агрегата. Напряжение поступает в виде импульсов, имеющих характерную амплитудную модуляцию. Их параметры могут достигать 6 кВ, а частота находится в пределах 150-500 кГц.
Продолжительность сформированных импульсов незначительная, поэтому они отличаются очень маленькой скважностью, вполне достаточной для получения необходимой мощности – до 300 Вт. Их воздействие приводит к образованию кратковременного электрического пробоя между деталью и электродом, повышающего надежность контакта
Осциллятор запускается в тот момент, когда электрод приближается к металлу примерно на 5 мм. Под действием электрических импульсов воздушный промежуток ионизируется, после чего возникает мгновенный разряд.
Выбираем тип сварочного осциллятора
Осциллятор для сваривания своими руками
Задумав собрать сварочный осциллятор своими руками, определимся со схемой включения. Последовательное либо параллельное подключение, тип функционирования устройства: импульсная разрядка или непрерывное действие прибора.
Устройства непрерывного действия подключаются параллельно и последовательно. В большинстве таких осцилляторов устанавливается выпрямитель. Превалирует последовательная схема – высокое напряжение не поразит сварщика.
Выгоды последовательного подключения: достаточно одного трансформатора. Первичная обмотка дополнена парой сглаживающих конденсаторов и предохранителем. Вторичная – разрядником и колебательным контуром.
Импульсное устройство используется на сварочных аппаратах переменного тока. Смена полярности инициирует очередное зажигание дуги за счёт синхронизации цикла последовательности действий:
- Активизация зарядного устройства;
- Накопление заряда конденсатором;
- Обесточивание дуги при прохождении нулевой отметки перемены полюса;
- Разряжение конденсатора с подачей энергии в дуговой промежуток.
Сварочные устройства цикличной полярности рекомендованы для сварки сплавов алюминия. Нержавеющие стали и цветные металлы варятся преимущественно при постоянном токе.
Переделка из инверторного аппарата
Правильно собрать плазморез из сварочного инвертора своими руками можно, тщательно изучив принципы изготовления, купив все нужные детали.
Чертеж плазмореза на основе инвертора
Самодельные устройства рекомендуется собирать по типовым схемам, например на основе аппарата АПР-91. Необходимо четко придерживаться готовых чертежей. Это поможет правильно установить все конструктивные элементы, сделать работоспособное устройство.
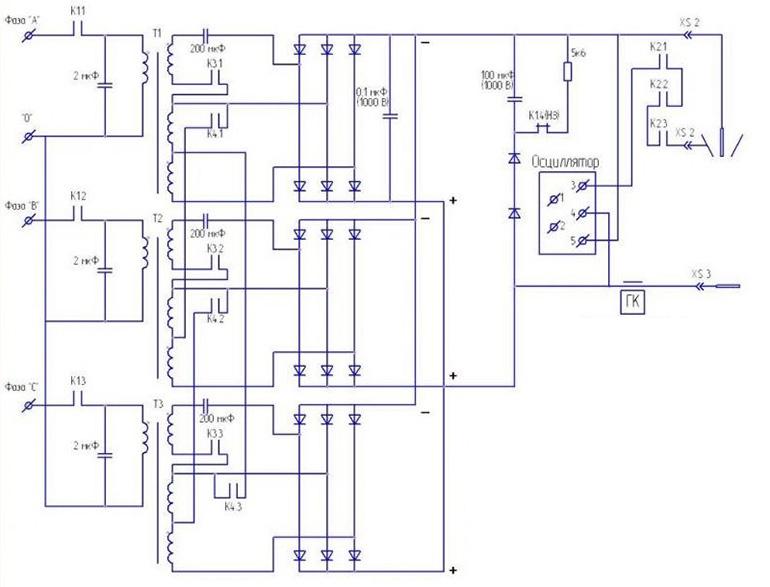
Схема и изготовление осциллятора
Блок используется для генерации высокочастотных токов. Он функционирует в импульсном или непрерывном режиме. Осциллятор помогает быстро подготовить резак к работе.
Электрическая схема этого узла включает в себя:
- преобразователь (выпрямитель);
- ряд конденсаторов;
- блок питания;
- управляющие элементы;
- импульсный модуль;
- датчик напряжения.
Необходимые детали и возможность их самостоятельного изготовления
Для изготовления плазмореза требуется мощный источник питания. Лучший вариант – сварочный инвертор, выдающий стабильное напряжение.
Также потребуются следующие компоненты:
- Блок питания. Для формирования этого узла используют сварочный инвертор, работающий с постоянным током. Переделывать его не нужно: устройство обладает всеми необходимыми для работы параметрами.
- Плазмотрон. Этот компонент рекомендуется покупать в готовом виде, создавать его самостоятельно сложно.
- Осциллятор. Устройство паяют по простой схеме. Однако людям, не разбирающимся в электротехнике, рекомендуется приобретать модуль в готовом виде.
- Компрессор. Для самодельного агрегата подойдет любая деталь, например от краскопульта.
- Кабель-шланг. Этот элемент можно сконструировать из кислородного шланга и стандартного провода. Однако желательно приобрести готовый набор, включающий все необходимые компоненты.
- Кабель массы. Снабжается зажимом для фиксации на разрезаемой детали.

Процесс сборки плазмореза
Для подготовки оборудования к использованию плазмотрон соединяют с компрессором и инвертором.
Для этого потребуются кабель-пакеты, с которыми работают так:
- Провод подачи электрического тока применяют для соединения электрода с инверторным сварочным аппаратом.
- Воздушный шланг подключают к плазменной горелке и компрессору. В результате из воздушного потока должна образовываться струя плазмы.
О дальнейшей эксплуатации
Разрезаемый металл расплавляется только в точках воздействия, поэтому важно следить за перемещением потока. При смещении воздушно-плазменной струи качество работы ухудшается
Для соблюдения важного требования применяют тангенциальный способ подачи газа в камеру сопла.
Во время резки контролируют следующие показатели:
- Скорость движения воздуха. Она не должна резко повышаться. Качественный срез получается, если параметр составляет 800 м/с.
- Силу тока, подаваемого инвертором. Она должна составлять не более 250 А.

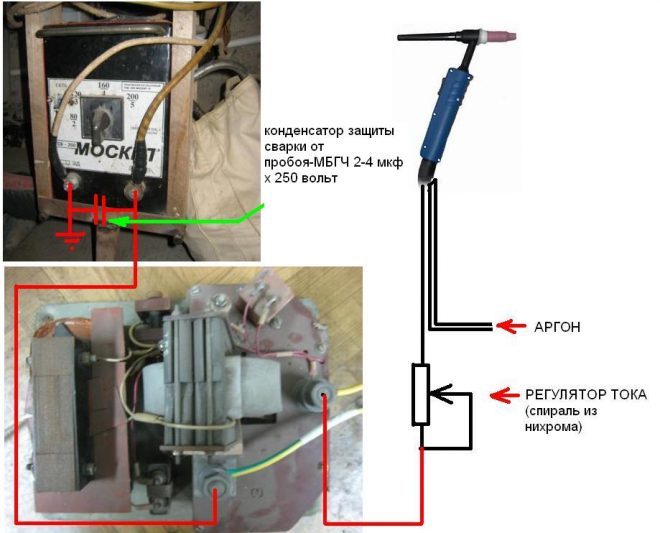
Зачем нужен самодельный осциллятор
Осциллятор как генерирующее устройство способен работать на постоянном и переменном токе. Предназначение прибора – возбуждение сварочной дуги без контакта электрода с объектом сварки и стабилизация горения. Вид электрода: вольфрамовый наконечник горелки или стандартный в обмазке — не имеет значения. Эффект достигается трансформацией сетевого тока в частотные импульсы высокого напряжения, с характеристиками параметров:
- Напряжение сети 220 В – напряжение на выходе — 2,5–3 тыс. В;
- Частота тока 50 Гц – частота на выходе — 15–30 тыс Гц;
- Мощность осциллятора – 250–400 Вт.
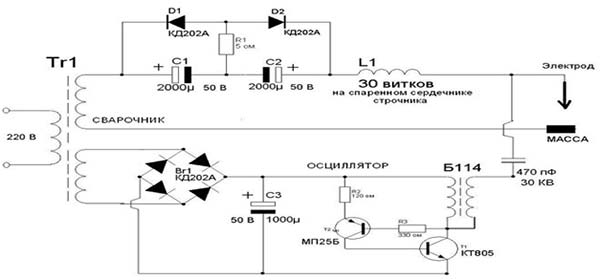
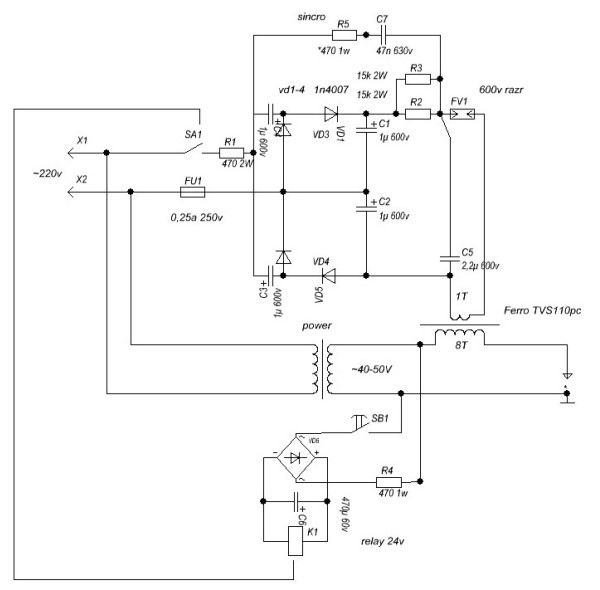
Электрическая схема осциллятора
Принцип работы самодельного осциллятора, включённого в схему сварочного устройства с долей упрощения:
- Подача сетевого напряжения на сварочное устройство;
- Напряжение проходит обмотки повышающего трансформатора и начинает заряжать конденсатор колебательного контура;
- Конденсатор-накопитель аккумулирует высокочастотное высоковольтное напряжение разряда;
- Параллельно блок управления системой открывает газовый клапан;
- Блок управления высвобождает импульс при наполнении ёмкости конденсатора на разрядник, происходит пробой;
- Колебательный контур закорачивается, возникают резонансные затухающие колебания, идущие на сварочную дугу;
- Предохранитель при пробое конденсатора размыкает электрическую цепь;
- При падении напряжения формируется следующий разряд;
- Дуга вспыхивает в облаке газа в 3–5 мм над деталью;
- При разрыве дистанционного контакта схема управления дублирует импульс поджога дуги.
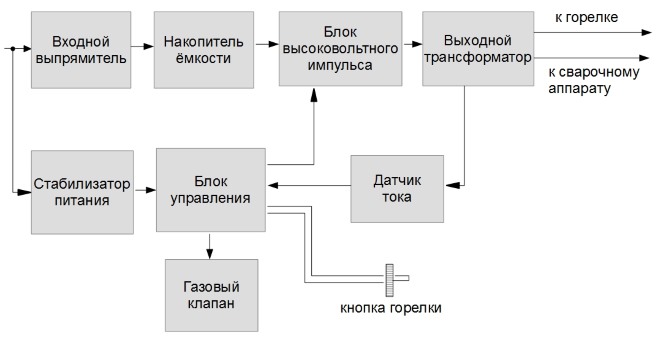
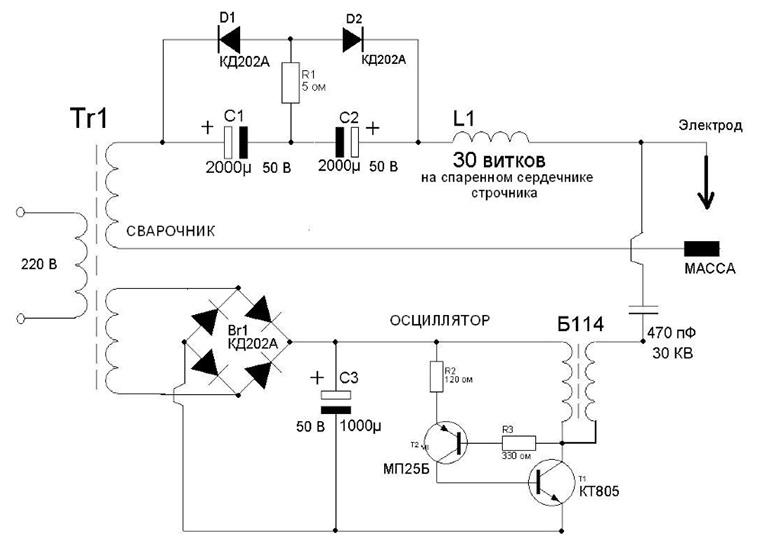
Функциональная схема осциллятора
Доработка инвертора
Для использования инверторного источника питания для плазмореза его нужно доработать. К нему нужно подключить осциллятор с блоком управления, который будет выполнять функцию пускателя, поджигающего дугу.
Схем осцилляторов встречается довольно много, но принцип действия один. При запуске осциллятора между анодом и катодом проходят высоковольтные импульсы, которые ионизируют воздух между контактами. Это приводит к снижению сопротивления и вызывает возникновение электрической дуги.
Затем включается газовый электроклапан и под давлением воздух начинает проходить между анодом и катодом через электрическую дугу. Превращаясь в плазму и достигая металлической заготовки, струя замыкает цепь через нее и кабель массы.
Основной ток величиной примерно 200 А начинает течь по новой электрической цепи. Это вызывает срабатывание датчика тока, что приводит к отключению осциллятора. Функциональная схема осциллятора изображена на рисунке.
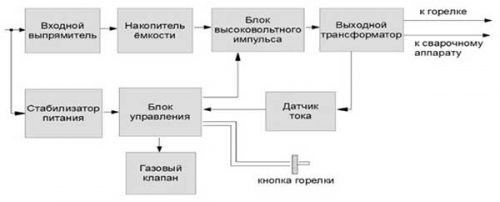
Функциональная схема осциллятора
В случае отсутствия опыта работы с электрическими схемами можно воспользоваться осциллятором заводского производства типа ВСД-02. В зависимости от инструкции по подключению они присоединяются последовательно или параллельно в схему питания плазмотрона.
Перед изготовлением плазмореза, необходимо определить предварительно с какими металлами, и какой толщины хотите работать. Для работы с черным металлом достаточно компрессора.
Для резки цветных металлов потребуется азот, высоколегированной стали нужен аргон. В связи с этим, возможно, потребуется тележка для перевозки газовых баллонов и понижающие редукторы.
Медленное движение приводит к образованию широкого реза с неровными краями. Быстрое перемещение приведет к тому, что металл прорезается не во всех местах. При должной сноровке можно получить качественный и ровный срез.
Схема работы
Схема осциллятора для сварки алюминия, включенного параллельно
Схема осциллятора для сварки алюминия
Схема осциллятора, включенного последовательно
Схема осциллятора для сварки алюминия, включенного последовательно
Вторичное напряжение в повышающем трансформаторе во время полупериода конденсатор заряжался, до тех пор, пока не возникнет пробой разрядника. После этого колебательный контур получается в состоянии короткого замыкания, что и помогает создавать затухающие колебания, у которых имеется резонансная чистота такие колебания, через конденсатор и обмотку прикладываются к дуговому промежутку. Блокировочный конденсатор помогает предотвратить шунтирование другого промежутка с источником напряжения при помощи своей обмотки. Дроссель, который включен в сварочную цепь, защищает от пробоя изоляцию обмотки. Мощность такого аппарата может составлять около 250-250 Вт. Длительность импульсов не превышает десятков микросекунд.
Осциллятор для сварки своими руками
Стоит отметить, что приборы последовательного включения на практике оказываются более действенными, так как для них не требуется установка специального источника защиты в общей цепи. Во время работы осциллятора разрядник слегка потрескивает. Искровой зазор устанавливается при помощи регулировочного винта, но данная процедура возможна только если устройство отключено от сети.
Виды
Существует два основных вида осциллятора, которые применяются в сварочном деле. Они серьезно отличаются, как по методу подключения, так и по типу работы, поэтому, нужно точно определиться с правильным выбором. Это может быть:
- Импульсный – данная разновидность используется для аппаратов, которые работают на переменном токе. Импульсный осциллятор подключается параллельно к основному сварочному аппарату.
- Непрерывный – данная разновидность используется для аппаратов, которые работают на постоянном токе. Непрерывный осциллятор подключается последователь к основному сварочному аппарату.
Также стоит выделить основные модели данного оборудования, которые производятся для сварки и являются часто используемыми в промышленности.
| Параметр | ОСП3-2М | ОСЦВ-2 | М-3 | ОСПП3-300М |
| Напряжение падания, В (все работают на переменном токе) | 220 | 65 | 200 | |
| Вторичное напряжение при холостом ходу, В | 6000 | 2300 | 2600 | 6000 |
| Ток дуги | Постоянный, переменный | Переменный | Постоянный, переменный | |
| Вид подключения к сети | Параллельно | Последовательно | ||
| Мощность потребления устройства, кВт | 0,045 | 0,08 | 0,14 | – |
| Вес, кг | 6,5 | 16 | 20 | – |
Осциллятор для сварки алюминия своими руками
Схема осциллятора для сварки алюминия своими руками должна максимально соответствовать заводской модели. Разработка разрядника считается одним из самых сложных моментов, так как именно в нем и проходит электрическая искра. Также требуется подобрать блокировочный конденсатор вместе с колебательным контуром. Существует множество схем создания и основа успеха состоит в том, чтобы правильно подобрать компоненты. Таким образом, в итоге можно получить все те же импульсные или непрерывные осцилляторы. При выборе второго варианта в схеме еще должна присутствовать защита от высокого напряжения. Импульсный легче в изготовлении и более эффективный в работе, благодаря своей простоте.
Естественно, что техника безопасности в данном вопросу должна стоят на первом месте, так как при неправильном подключении схемы или некорректном выборе элементов все может испортиться и стать опасным для жизни и здоровья человека. Изготовлением данных вещей должен заниматься только специалист с большим опытом.
Условия эксплуатации и меры предосторожности
- Перед тем как запустить устройство в эксплуатацию его необходимо зарегистрировать и пройти инспектирование электросвязи;
- Разрешается применять осциллограф, как в открытых, так и в закрытых помещениях;
- Нельзя использовать технику на открытой территории при осадках;
- Рабочая температура техники лежит в пределах от -10 до +40 градусов Цельсия;
- Влажность воздуха должна быт не более 98%;
- Запрещается применение в запыленных помещениях, а также в комнатах с едкими газами или парами;
- Также запрещается работа без заземления;
- Перед использованием всегда нужно контролировать правильность присоединения к аппарату;
- Работа должна проводиться только в специальном кожухе, который снимается только при отключенном от питания аппарате.
Пошаговое изготовление
Порядок сборки осциллятора зависит от типа оборудования, с которым он будет использоваться.
Самодельный осциллятор для плазмореза
Вместо трансформатора в схему включают умножитель напряжения. Сила тока не является важным параметром. Устройство компактно, его можно собрать из простых деталей. При намотке умножителя обеспечивают качественную изоляцию. В противном случае напряжение пробьет первичную обмотку, блок выйдет из строя. Чтобы витки не вибрировали во время работы прибора, их обрабатывают эпоксидной смолой.

Самым сложным моментом считается подбор конденсаторов. Лучшими параметрами обладает деталь, извлекаемая из стартера люминесцентной лампы.
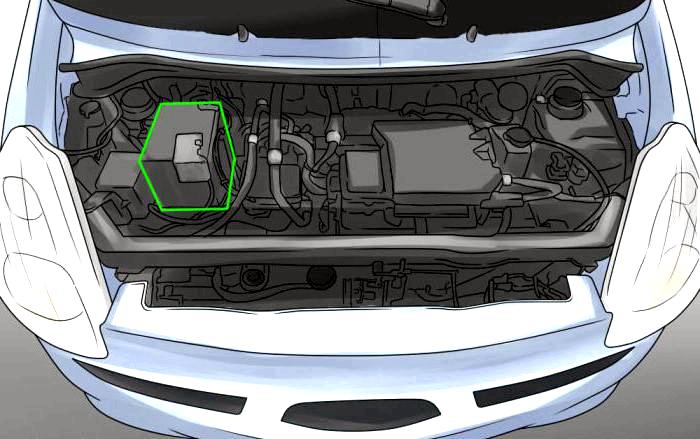
Устройство из катушки зажигания
Осциллятор можно сделать из катушки зажигания. В таком случае схему дополняют ВВ-диодом. Такой способ изготовления считается самым простым. Автомобильную катушку можно найти в любом гараже. Однако характеристики этого элемента не совсем подходят для сборки осциллятора. Поэтому остальные компоненты цепи придется подбирать более тщательно. Придется устанавливать разные блоки тиристоров, добиваясь уверенного горения электрической дуги.
Осциллятор для инвертора
При подготовке деталей учитывают такие факторы:
- Назначение сварочного инвертора. Определяют, какие металлы придется варить. Любой материал имеет особенности, которые учитываются при выборе компонентов для осциллятора.
- Характеристики тока.
- Максимальную мощность. При необходимости получения высоких показателей придется использовать дорогие детали.
В бытовых условиях чаще всего сваривают алюминиевые детали. Поэтому прибор собирают по схеме, соответствующей данному типу работ.

Для сборки осциллятора выполняют следующие действия:
- Дорабатывают трансформатор, заменяя первичную и вторичную обмотки. Сердечник обматывают кабелем, сечение которого зависит от требуемых параметров вырабатываемого тока.
- Размещают разрядник, проводящий искру. После этого включают в цепь колебательный контур. Его снабжают конденсатором, вырабатывающим импульсы высокой частоты. С помощью этой детали прибор приобретает необходимые для работы характеристики. Зажигание дуги упрощается, она становится стабильной.
- Проверяют работоспособность готового прибора. Для начала нажимают клавишу пуска, активирующую разрядник. После этого подносят электрод к детали, дожидаются возникновения дуги.
Из микроволновки
Трансформатор СВЧ-печи можно использовать в качестве основного блока осциллятора для дуговой сварки. Напряжение на магнетроне достигает 2200 В. Повысить это значение можно путем установки 3 последовательно соединяемых конденсаторов. Прибор начинает подавать на разрядник напряжение в 5200 В. Сердечник для второго (высокочастотного) трансформатора можно добыть из отклоняющей системы старого монитора.
Для первичной обмотки используют медную жилу толщиной 1,5 мм. Она состоит из 2 витков. Вторичная обмотка формируется из шины сечением 45 мм². Жила наматывается в 10 витков, покрывается виниловой изоляцией и трансформаторной бумагой. Для изготовления разрядников используют болты на 6 с полированными торцами и сплющенные медные трубки соответствующего диаметра. Также устанавливают клавишу пуска и блок питания для нее. Клапан подачи аргона покупают в готовом виде.
Запаздывающие индикаторы
Эти индикаторы вовсе не хуже опережающих. Просто это принцип их работы. Они отрисовывают изменения цены медленнее но, за счет этого, лучше отображают возникновение устойчивого нового тренда.
Три самых популярных запаздывающих индикатора, это:
- скользящие средние;
- полосы Боллинджера;
- MACD.
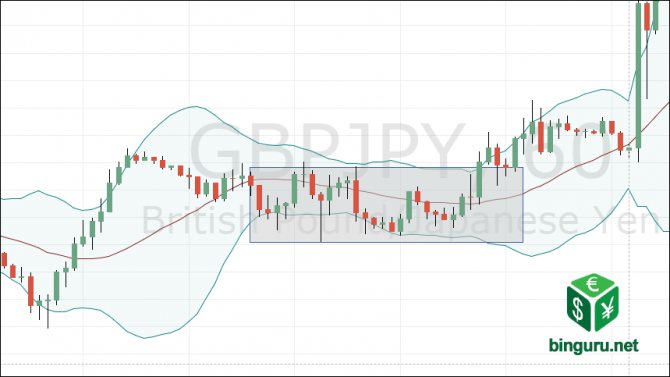
Эти индикаторы традиционно относятся к трендовому классу. Однако, некоторые из них можно использовать и при боковом движении. Скажем, сужение полос боллинджера означает уменьшение волатильности цены перед последующим трендом.
Это можно использовать как в БО (эксплуатировать зону низкой волатильности), так и в форексе – вход по тренду после “пробоя” это зоны:
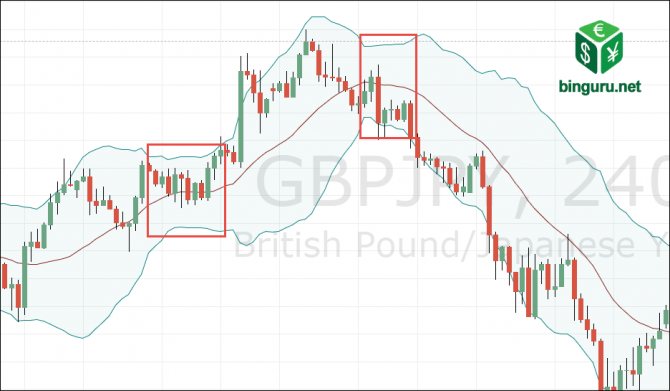
Вот тот же канал слева, но уже более детальнее, на 1-часовом ТФ. Сразу видно, какие возможности это дает:
Какие виды осцилляторов доступны для домашнего изготовления
Существует 3 типа устройств, изготавливаемых своими руками.
На непрерывной подаче тока
Сварочный осциллятор вырабатывает электрические импульсы частотой до 250 кГц, величина напряжения достигает 6000 В. Это приводит к быстрому возгоранию дуги на любом расстоянии от детали. Наложение выдаваемого осциллятором электричества на сварочный ток способствует стабильной работе аппарата. Из-за невысокой мощности устройство не представляет опасности для сварщика.

Осциллятор непрерывной подачи тока соединяется с источником питания последовательно или параллельно. Первый способ подключения считается более удобным. Он не требует использования дополнительных средств защиты блока питания от высокого напряжения.
Импульсный осциллятор
Такой прибор совместим с агрегатами, работающими на переменном токе. Осциллятор помогает удерживать дугу во время перемены полярности, наблюдающейся постоянно. Устройство выдает кратковременный импульс, помогающий зажечь начальную дугу.
C дополнительными конденсаторами
Прибор с накопительными элементами функционирует по принципу заряд-разряд. Для питания конденсаторов применяется отдельный модуль. На первом этапе детали передают энергию дуге. После этого конденсаторы разряжаются, отключаются от схемы, подсоединяются к зарядному блоку. При угрозе обрыва дуги синхронизирующее средство повторно переводит разрядники на рабочую линию агрегата.
Похожие записи:
 Разновидности тестеров для автомобильных аккумуляторов
Разновидности тестеров для автомобильных аккумуляторов
 Топ-4 универсальных съемника наружного и внутреннего шруса «ваз»
Топ-4 универсальных съемника наружного и внутреннего шруса «ваз»
 Мощный озонатор своими руками
Мощный озонатор своими руками
 20 способов устранить засор в трубе в домашних условиях ?
20 способов устранить засор в трубе в домашних условиях ?
 Котельная в частном доме: требования к помещениям, необходимые документы
Котельная в частном доме: требования к помещениям, необходимые документы
 Лучшие страховочные стойки: выбор экспертов «за рулем»
Лучшие страховочные стойки: выбор экспертов «за рулем»