Содержание
Домашний способ прессования
Изготовление брикетов из опилок своими руками требует соблюдения определенной технологии и этапов производства.
Сырье и подготовка
Для изготовления брикетов из опилок своими руками нужно определенное сырье и оборудование. В качестве сырья можно использовать:
- опилки древесные, стружку и мелкую щепу;
- шелуху, полученную после обработки сельскохозяйственных культур – риса, гречихи, риса, подсолнечника;
- отходы угля и торфа – мелкая фракция;
- солому;
- макулатуру (картон и бумагу).
При выборе состава неоднородного сырья (из разных отходов), нужно помнить, что опилки должны занимать более 60%, чтобы обеспечить высокое качество горения.
Можно также использовать глину. В процессе домашнего прессования опилок лигнин не будет выделяться из-за низкой мощности пресса, поэтому понадобится связующее вещество, которым будет размоченный картон или глина. Картон вносят в подготовленное сырье в размоченном виде, он должен занимать не более трети объема. Глину вмешивают в опилочное сырье в пропорциях 1 к 10.
Некоторые умельцы вместо картона и глины вмешивают в сырье обойный клей. Он относительно натурален, но при наличии в нем химических добавок его использовать не рекомендуется. Брикеты при сгорании будут коптить.
Необходимое оборудование для производства брикетов из опилок:
- дробилка;
- пресс выбранной модификации.
- емкость для подготовки сырья.
 Пресс для изготовления брикетов из опилок
Пресс для изготовления брикетов из опилок
Этапы изготовления брикетов из опилок своими руками
Процесс домашнего прессования опилок выглядит следующим образом:
- сушка сырья, если оно имеет высокую влажность;
- измельчение сырья в дробилке или ручным способом;
- перемешивание измельченного опилочного сырья с глиной или картоном;
- загрузка под пресс;
- прессование в формы;
- выгрузка и сушка на воздухе;
- упаковка в пленку.
Качество сушки можно проверить путем разлома брикета, он должен быть плотным и сухим на срезе.
Если нет подходящей дробилки – можно применить перфоратор.
Пленка обязательно должна быть термоусадочной, чтобы влага не проникала в готовый продукт и сохранялась его форма.
Пресс для изготовления топливных брикетов своими руками
Покупка готового оборудования для изготовления брикетов в зависимости от его мощности обойдется в сумму от 300 тыс. до 1 млн. руб.
Разумеется, для частника, желающего заняться изготовлением данного топлива чисто для собственных нужд, такие затраты нецелесообразны, поскольку окупятся они не скоро. Более правильным будет изготовить пресс из подручных материалов, тем более что ничего сложного в его конструкции нет.
Можно соорудить необходимое оборудование с нуля либо воспользоваться готовыми механизмами.
Самодельный станок
Схема
Рычажный и винтовой самодельный прессы не требуют применения покупных изделий, но и значительным усилием сжатия они похвастаться не могут. Предлагается собрать пресс на основе гидравлического домкрата или такого же пресса.
Он может быть оснащен электродвигателем либо ручным приводом:
- К гидравлической установке присоединим пуансон. Его размеры должны соответствовать размерам матрицы, в которой сырье будет спрессовываться в брикет.
- Саму матрицу изготовим из толстостенной трубы — это самый простой вариант. Для выхода воздуха и влаги в ее стенках будут проделаны отверстия.
- Матрицу оснастим съемным дном. Удалив его, готовый брикет можно будет вытолкнуть пуансоном в приемный лоток.
Чертеж-схема изготовления брикетов из размоченной бумажной массы
Рабочий механизм поместим в корпус, снабженный для удобства транспортирования двумя ручками.
Необходимые материалы
Кроме гидравлической установки понадобятся кое-какие разновидности стального проката:
- Швеллер.
- Уголок равнополочный 100х100 мм.
- Лист толщиной 3 – 6 мм. Из него будет вырезаться пуансон. Толщина заготовки зависит от диаметра матрицы: чем большим он будет, тем толще должен быть пуансон.
Из этого же листа вырежем съемное дно для матрицы.
- Труба диаметром 25 – 30 мм — из нее будет изготовлен шток пуансона.
- Толстостенная труба — заготовка для матрицы. Диаметр зависит от того, какого размера брикеты хочет получить пользователь. Чем тоньше они будут, тем выше их плотность, но производительность станка при этом уменьшится.
- Труба большого диаметра — заготовка для корпуса миксера. Если подходящей трубы нет барабан можно сделать из листа жести.
- Оцинкованная сталь для изготовления лотков.
Всего потребуется два лотка — для загрузки подготовленного материала в матрицу и для приема готовых брикетов.
Инструкция по изготовлению и сборке
Порядок операций при изготовлении пресса выглядит так:
- Из швеллеров необходимо сварить основание устройства.
- Из уголка делаем 4 стойки длиной по 1,5 метра. Они привариваются вертикально и с одинаковым шагом.
- Далее из трубы или листа жести необходимо изготовить барабан, в котором будет перемешиваться сырье. Если у вас есть поломанная стиральная машина, барабан, а также подшипники, можно извлечь из нее.
- Барабан нужно прикрепить к стойкам. Если есть возможность, его следует оборудовать электродвигателем. Если мотор является слишком высокооборотистым и понизить скорость вращения барабана до приемлемого значения за счет одной только разницы в диаметрах шкивов не удается, следует применить редуктор.
- Под барабаном необходимо закрепить лоток, по которому подготовленный материал будет подаваться в матрицу.
- В стенках трубы, используемой в качестве заготовки для матрицы, необходимо выполнить несколько отверстий диаметром 3 – 5 мм. Их надо распределить равномерно, чтобы воздух и вода выдавливались по всему объему брикета.
- Снизу к матрице необходимо приварить фланец, к которому будет прикручиваться съемное дно. Это дно вырезается из стального листа в виде диска с проушинами.
- Матрица приваривается или прикручивается к основанию под загрузочным лотком.
- Из стального листа вырезаем круглый пуансон. Это просто диск, диаметр которого позволяет ему свободно входить в матрицу.
Шток изготавливается из трубы: достаточно диаметра 30 мм. Одной стороной он приваривается к пуансону, а другой — крепится к гидравлической установке.
Далее весь узел следует прикрепить к стойкам точно над матрицей.
Чтобы сократить время, затрачиваемое на извлечение готового брикета из матрицы, и сделать тем самым станок более производительным, к днищу матрицы можно приварить пружину с диском такого же диаметра, что и пуансон.
После отключения гидравлической установки и извлечения пуансона изделие будет выталкиваться пружиной автоматически.
Оборудование своими руками
 Самодельный пресс для брикетирования опилок может быть с винтовым приводом. Ёмкость для формирования дров наполняют сырьём и устанавливают под неподвижную часть машины. Необходимое давление достигается за счёт закручивания ручного винта. Такие винтовые агрегаты не пользуются популярностью из-за плохой производительности. Загрузка сырья, прессование и сушка изделия требуют больших временных затрат.
Самодельный пресс для брикетирования опилок может быть с винтовым приводом. Ёмкость для формирования дров наполняют сырьём и устанавливают под неподвижную часть машины. Необходимое давление достигается за счёт закручивания ручного винта. Такие винтовые агрегаты не пользуются популярностью из-за плохой производительности. Загрузка сырья, прессование и сушка изделия требуют больших временных затрат.
Хорошей альтернативой винтовому прессу для прессования опилок является самодельная машина с улучшенным механизмом выталкивания готовых брикетов и длинными рычагами управления. Для ускорения прессования к станине приваривают 2 ёмкости вместо одной. Домашние мастера не остановились на этом.
Несмотря на трудоёмкость изготовления деталей и создания машины, некоторым мастерам удалось получить прессованные дрова высокого качества. Они собрали шнековый агрегат. Люди, которые пользуются такими прессами, отмечают, что производство шнека и корпуса машины требует огромных затрат. Кроме того, агрегат потребляет не менее 7 кВт — и это по самым скромным подсчётам.
Когда есть смысл производить топливные брикеты
Мини-станок, который делает брикеты.
Делать топливные брикеты своими руками, как указано на видео выше, выгодно только тогда, когда у вас есть бесплатные опилки. Но даже при этом не всегда есть целесообразность этого мероприятия. К примеру, у вас свое деревообрабатывающее производство, которое нужно отопить. Просто опилки бросать в печку неудобно, да и не горят они нормально. В этом случае есть смысл купить станок и штамповать на нем брикеты для своих нужд. Качество изделий будет приемлемым, и вы сэкономите на отоплении. Вручную делать брикеты в этом случае слишком хлопотно, так как энергоносителя нужно много.
Для отопления частного дома самодельные брикеты тоже не лучший вариант и вот почему:
- низкое качество из-за использования самодельных прессов;
- на производство нужно много времени и сил.
Это, если не учитывать того, что пресс тоже надо изготовить самостоятельно. К тому же брикеты могут и не получиться. Неприятный сюрприз может ждать после сушки – кирпичики бывает просто распадаются. Смысл самостоятельного производства есть тогда, когда вы хотите сделать несколько кубов брикетов, чтобы иногда отапливать дачу. Но опять же, если есть свои опилки и вы готовы потратить на это несколько дней.
Доступные способы создания давления (прессования)
Существует около четырех способов, которые помогут вам организовать производство брикетов из опилок, а именно:
- использование мускульной силы и рычага;
- гидравлический домкрат;
- винтовой механизм прессования.
Такое оборудование для создания брикетов из опилок можно смастерить в домашних условиях и пользоваться им в личных целях. Опилки, прессованные в брикетах, имеют теплотворную способность выше, чем у дров, соответственно и для обогрева помещений их понадобится меньше.
Метод мускульной силы
При методе с применением мускульной силы для рычага выбирают металлический элемент. Он должен быть достаточно прочным и выдерживать прилагаемую нагрузку от человека. Как правило, чаще всего применяют трубы с параметрами:
- с толщиной стенки 4 мм;
- с диаметром 40-50 мм.

Длина рычага должна соответствовать расстоянию от поршня до точки приложения силы. Но не стоит забывать и о глубине погружения поршня в стакан. Проектировать конструкцию следует таким способом, чтобы глубина погружения была приемлемой для производства брикетов из опилок, без повторного приложения силы. Это позволит увеличить производительность.
Глубина погружения определяется по формуле:
h = H × (1 – q1 / q2)
где, h – глубина погружения;
q1— исходная масса сырья в сухом виде;
q2— масса сырья в виде брикета;
H – высота стакана.
Иногда, при расчетах возникают ошибки, чаще всего из-за неверного определения плотности сырья. В таком случае, глубина погружения не создаст продукцию необходимой формы и качества. Чтобы исправить это, можно поступить двумя способами:
- уменьшить длину стакана;
- подсыпать древесные опилки.
В первом случае у вас будет высокая производительность, во втором вам необходимо будет создавать евродрова за несколько раз.
Метод с применением гидравлического домкрата
Технология создания топлива из древесных отходов с применением гидравлического домкрата достаточно проста. У многих автовладельцев дома имеются данные устройства, однако грузоподъемность домашних домкратов недостаточно высокая, поэтому стоит узнать заранее позаботиться о приобретении инструмента с необходимой грузоподъемностью.
Поскольку домкрат стоит недорого, то необходимое оборудование можно приобрести за сумму около 5 тысяч рублей. Грузоподъемность такого устройства будет около 30 или 40 тонн, что позволит вам сделать топливные брикеты большого сечения.

Для того, чтобы изготовить сразу несколько евродров, форму устанавливают в ряд. Главным требованием к конструкции с применением домкрата является то, что подвижная рама должна обладать достаточными прочностными характеристиками, чтобы не давать прогиб по истечению времени. Лучшим материалом, для ее выполнения станет двутавровая балка или профиль толстой трубы.
По времени процесс обладает большей длительностью, чем использование рычага, но способ с применением домкрата дает возможность оказать большее давление на заготовку. В результате готовая продукция получается более плотной и ровной, и может быть использована в таком виде.
Метод, с использованием винтового механизма
Данный метод прессовать опилки в брикеты своими руками схож с рычажным способом. Существенным отличием является то, что сила передается под прямым углом. Давление зависит от диаметра рукояти и шага резьбы, чем он меньше, тем выше коэффициент для увеличения давления.
https://youtube.com/watch?v=d8vC-NoUfbM
Такая технология изготовления топливных брикетов имеет ряд положительных и отрицательных характеристик.
Достоинства:
- простота конструкции;
- небольшие габариты;
- доступная цена;
- высокое давление.
Недостатки:
низкая скорость работы.
Важно помнить, что в процессе работы с таким устройством не следует не следует прикладывать слишком большое усилие. Это приводит к быстрому износу резьбы

Чтобы понять, когда необходимо прекратить работу, можно изготовить несколько пробных брикетов и ориентироваться по их качеству. Второй способ, который спасет вас от поломки устройства, это нанесения меток на резьбу. Так вы обозначите место максимального погружения, и сможете предотвратить быстрый износ.
Изготовление брикетов на небольших производствах
В промышленности используют такие технологии прессования:
- С помощью гидравлических прессов (на выходе отопительный материал в форме кирпичиков);
- На ударно-механических прессах (брикеты цилиндрической формы);
- Под воздействием высокой температуры и давления с помощью механических (шнековых) прессов (в виде многогранника).
В результате прессования из самой древесины выделяется лигнин, который выступает как склеивающее средство. На самодельных прессах невозможно или очень трудно добиться таких результатов и нужно использовать глину или другой связующий материал, например, измельченную бумагу.
Общая информация о прессе для брикетирования

Оборудование выпускают в разнообразном исполнении. Развиваемое усилие варьируется в пределах от 500 до 3000 кгс/кв.см.
Примерная стоимость в рублях:
- мини-прессы – 70 000–100 000;
- модели бюджетного класса – 200 000;
- многофункциональные станки с большим ресурсом – от 300 000 до 1 000 000.
Самодельный агрегат можно изготовить в домашних условиях из подручных материалов.
Предназначение
Пресс сдавливает мелкофракционное сырье до его превращения в плотный брикет. Дорогие модели одновременно нагревают исходный материал до температуры в +150…300°С, что способствует выходу лигнина из растительных клеток.

Пресс сдавливает сырье в плотный брикет.
Конструктивные особенности: основные элементы
Главные составляющие пресса:
- Миксер. Перемешивает несколько видов сырья до состояния однородной смеси.
- Матрица. Придает сырью нужную форму.
- Пуансон. Оказывает давление на исходную массу.
- Рабочий механизм с приводом. Преобразует электрическую энергию в усилие сжатия.
- Станина. Основание, к которому крепят все компоненты.

Некоторые модели дополнительно оснащают нагревателем и ножом.
Принцип работы
Смесь поступает в матрицу, где подвергается давлению со стороны пуансона. Происходит уплотнение сырья с одновременной формовкой.
Принцип работы пресса для брикетов.
По принципу действия станки делятся на 2 вида:
- Прерывистые. В ходе производства многократно повторяют цикл: загрузка сырья – сжатие – выемка готового продукта из формы.
- Непрерывного действия (экструдеры). Подсыпка сырья и выдавливание продукта происходят постоянно, одновременно последний разрезают на бруски.
Преимущества и недостатки
Доступность недорого сырья экономически оправдает наличие пресса для брикетов и применение их в качестве топлива. Например, ими можно отапливать деревообрабатывающий цех или обогревать теплицу. Естественно, эти условия дают возможность использовать спрессованные отходы для бытовых нужд собственного дома.
Для наглядности, ниже приведена таблица с тепловыми характеристиками различного вида топлива:
| Виды топлива | Удельная теплотворная способность, в кВт/ч (среднее) |
| Дрова хвойных пород деревьев | 2,45 |
| Дрова лиственных пород | 3,2…3,6 |
| Брикетированная лузга подсолнечника | 5,0 |
| Брикет из соломенных отходов | 4,0 |
| Брикет из щепы и стружки | 4,2…4,8 |
| Каменный уголь | 7,2…7,7 |
| Бурый уголь (зольных сортов) | 3,2…3,5 |
Ещё один пример, показывающий соотношение показателей теплотворных способностей.
Для получения определённой единицы теплоты, потребуется:
- Природный газ, необходимо около 960 м³.
- Солярка – до 1000 литров.
- Мазут, 1350 литров.
- Древесные уплотнённые отходы, 2800-4000 кг.
- Древесина (дрова), 3200 кг.
Из приведённых вариантов видно, что переработанные отходы по выработке тепловой энергии, приближаются к некоторым видам топлива. С учётом доступности сырья, становится выгодно применять топливные элементы, произведённые на собственном оборудовании.
Существенный плюс – это малая, не превышающая 5-8% зольность, а зола хорошее удобрение для восстановления свойств почвы.
Недостатки:
- Конечный продукт переработки является гигроскопичным материалом, поэтому необходимо позаботиться о сухом месте для хранения.
- Сжатые отходы обладают малой механической прочностью, вследствие чего, образуется пыль, которая может вызвать аллергическую реакцию, а в больших объёмах – это создание взрыво- и пожароопасной смеси.
Основное назначение использования пресса – это переработка горючих отходов в топливные брикеты. Одна из разновидностей оборудования может применяться для производства пеллет – небольших по размеру брусочков, которые нашли применение, например, как наполнители лотков для домашних животных.
Особенности изготовления промышленным способом
Промышленное производство брикетов из опилок включает два рабочих процесса – дробление сырья и прессование. Если пресс создает высокое давление — на выходе получаются уже готовые брикеты. При применении пресса более низкого давления, брикетам понадобится сушка. Используют как горячее, так и холодное прессование.
Самые мелкие опилки получаются при распиловке леса, их и используют для брикетов высшего качества. Из обычных древесных опилок тоже получается вполне достойное топливо.
На производстве процесс изготовления брикетов из опилок выглядит следующим образом:
- Опилки засыпают в контейнер дробилки для измельчения.
- Полученную фракцию прессуют. Пресс пропускает сырье через фильеры, позволяющие получить на выходе определенную форму брикетов.
- Фасуют брикеты в пленку.
Исходное сырье должно иметь влажность не более 10%. Процесс прессования создает давление, повышающее температуру опилок. Они досушиваются до влажности 4%. При такой влажности их можно упаковывать.
Технология строительства из блоков
Чтобы построить дом из опилкобетона своими руками, необходимо учитывать массу нюансов. Первый из них это то, что толщина стен зависит от средней зимней температуры на улице. Если необходимо сделать стены более прочными, то толщину швов можно проармировать при помощи специальной сетки. Долговечность стен домов можно увеличить, если выполнить отделку клинкером либо штукатуркой.
Прежде чем начать возводить дом, стоит позаботиться о монтаже коммуникаций и отверстий для них. Заранее нужно выполнить отверстия для дымоходов и вентиляций. Монтировать стены из влажного материала нельзя, изделия должны быть обязательно сухими. Технология монтажа стен опилкобетоном абсолютна, идентична технологиям установки из аналогичных материалов.
Преимущества евродров
Биотопливо из отходов древесины обычно выпускается в виде прямоугольных брикетов либо длинных «поленьев» шестигранного или круглого сечения. Для изготовления используется сухая измельченная стружка, спрессованная под высоким давлением.
В сырье не вводятся никакие добавки для того, чтобы брикет держал форму и не рассыпался. Связующим веществом служит природный полимер лигнин, который содержится в древесине и выделяется под воздействием давления и высокой температуры.

К преимуществам евродров можно отнести:
- высокую удельную теплоту сгорания (более 4 кВт/кг), превышающую показатели сухих дров и бурого угля;
- малое количество золы;
- минимальные выбросы углекислого газа в атмосферу;
- отсутствие копоти (дымоход не придется часто чистить);
- продолжительное время горения одной закладки топлива (по сравнению с дровами, брикеты придется подкладывать в 2-3 раза реже);
- экологичность, безопасность для здоровья (не содержат вредных компонентов).
Данный вид топлива требователен к условиям хранения – помещение должно быть сухим, чтобы прессованная стружка не вбирала влагу из воздуха, иначе теплоэффективность брикетов снижается. Основным недостатком евродров является относительно высокая стоимость.
Описание, состав и особенности
Поленья из спрессованных древесных частиц называются брикетами из опилок. Они бывают различной формы, но эта особенность не влияет на их теплотворную способность. Режим горения у брикетов такой же, как у угля или дров: топливо нагревается, разлагается на пиролизные газы, смешивается с кислородом и воспламеняется.
В данном видео рассмотрим смесь для брикетов:
Брикетное топливо имеет ряд преимуществ:
- по сравнению с дровами, обладает повышенной теплоотдачей, уступая лишь каменному углю;
- за счет пониженной влажности обеспечивает высокую температуру горения;
- образует небольшое количество золы;
- горит ровным пламенем без искр и треска;
- дает минимальный выброс углекислого газа;
- при сгорании отсутствует копоть;
- процесс горения одной закладки топлива происходит дольше (по сравнению с дровами);
- не содержит вредных элементов для здоровья.
Полезно: какие дрова лучше выбрать.
Экономьте деньги с помощью альтернативных источников топлива
Евродрова обладают и некоторыми недостатками. Во-первых, они боятся влаги, поэтому требуют для хранения сухие склады и дровяники. Во-вторых, их нельзя подвергать сильным механическим воздействиям. В-третьих, с изготовлением топливных брикетов в домашних условиях могут возникнуть сложности из-за покупки оборудования, которое стоит дорого, но при его наличии и при доступе к бесплатным опилкам наладить производство можно будет даже в гараже.
Это интересно: дровяные камины для загородного дома.
Виды прессов
Различают 4 разновидности пресса. Разница между ними в принципе работы и стоимости устройства.
Виды:
- ударно-механический пресс;
- гидравлический пресс;
- шнековый пресс;
- пресс-гранулятор.
Принцип работы ударно-механического пресса основан на ударах, под действием которых щепки продавливаются через фильеру. Преимуществом данного устройства считается то, что помимо древесных отходов прессовать можно остатки МДФ или угольную пыль. Длительное время прибор может работать без вмешательства человека.
Пресс для брикетирования опилок гидравлического типа схож по принципу действия с применением гидравлического домкрата. Пресс-форма заполняется сырьем и на нее оказывается давление гидроцилиндром. Недостатком данной модели можно считать невысокий объем выпускаемой продукции. Для прессования опилок и создания евродров в гидравлическом прессе требуется применять связующее.

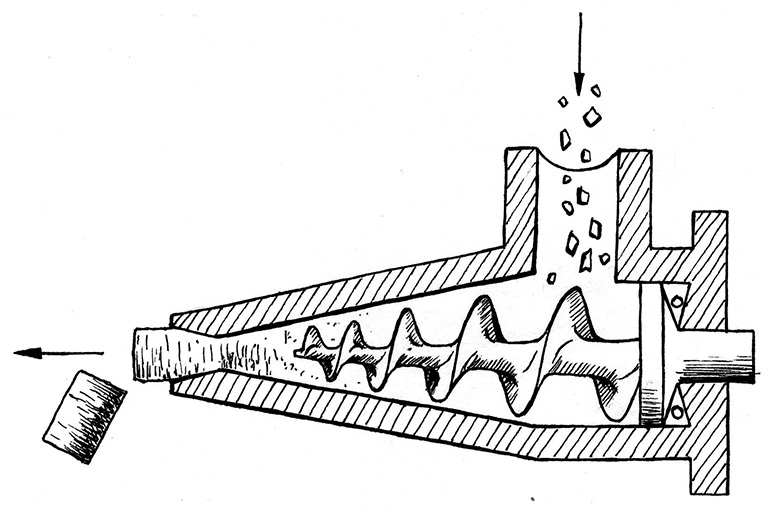
Производство пеллет с использованием шнекового пресса производится при воздействии высоких температур. Измельченная древесина подается на шнек через фильеру. Под оказываемым давлением сырье прессуется. По причине возникновения высокой температуры, у древесины проступает ее природное связующее, вследствие чего прессованный брус обладает достаточной прочностью. Брикетированная линия имеет схожие черты с работой мясорубки, то есть готовое сырье помещается в отверстие, перемешивается в бункере и выходит через сужающийся канал.
Прессовка опилок при помощи пресс-гранулятора достаточно быстрый процесс. Изготовить получится только продукцию небольшого размера. Существенным достоинством данного изделия можно считать его стоимость и наличие различных дополнительных приспособлений, которые позволяют улучшить качество продукции.
Чтобы получить из опилок топливо, на любом виде пресса необходимо их подготовить. Уровень влажности сырья должен находиться в пределах 4-10%, а также предварительно необходимо измельчить на фракции размером 25х25 мм.
Преимущества и недостатки брикетов из опилок
В пользу брикетов, спрессованных из опилок, можно привести следующие аргументы:
- Продолжительное горение — 4 часа.
- Минимальное дымообразование.
- Экологичность. Исходное сырье — натуральные материалы, поэтому пеплом можно удобрять грядки.
- Высокая энергоотдача. Гораздо превышает энергетические возможности дров, сравнима только с качественным углем.
- Постоянная температура горения.
- Экономичность. Стоимость 1 т такого топлива обойдется дешевле, чем соответствующее количество дров или угля.
- Возможность самостоятельного изготовления.
Недостатки также присутствуют. Главный из них — боязнь влаги. Хранить их под открытым небом нельзя, т.к. они быстро впитают влагу, следовательно, будут плохо гореть. Поэтому для складирования необходимо выделить сухое помещение.
Сколько-нибудь значительные механические воздействия на брикеты из опилок противопоказаны. Если покупать для их изготовления специальное оборудование, себестоимость будет высокой и не всегда оправданной.

Замена угля и дров на брикеты из опилок, позволяет сделать отопление загородного жилья более экологичным. В то время как отопление влажными дровами приводит к выбросу вредных веществ, «евродрова» в этом отношении полностью безопасны
Выгодно налаживать кустарное производство, если опилки бесплатные, а в качестве установки можно использовать уже имеющееся оборудование.
Гранулятор или экструдер?
Как вы уже поняли гранулятор и экструдер хоть и делают гранулы, но по своему строению отличаются и прежде чем делать какой то станок нужно для себя понять какой конкретно станок вам нужен.

Состоит экструдер или как его еще называют шнековый пресс из:
- Шнека;
- Матрицы;
- Корпуса;
- Мотор редуктора.
Давайте же посмотрим отличия шнекового пресса от обычного гранулятора:
- Изготовление шнекового, в небольшой мастерской будет гораздо проще чем гранулятора;
- Более простое строение — более надежная конструкция;
- Производительность такого станочка будет гораздо ниже, и если грануляторы идут от 300 кг/час, то шнековые будут до 300 кг/час. Можно конечно сделать и с большей производительностью, но это будет очень большая машинка;
- Гораздо более простая матрица, которую можно сделать проще на обычном токарном станке.
Необходимые материалы
Кроме гидравлической установки понадобятся кое-какие разновидности стального проката:
- Швеллер.
- Уголок равнополочный 100х100 мм.
- Лист толщиной 3 – 6 мм. Из него будет вырезаться пуансон. Толщина заготовки зависит от диаметра матрицы: чем большим он будет, тем толще должен быть пуансон.
Из этого же листа вырежем съемное дно для матрицы.

- Труба диаметром 25 – 30 мм — из нее будет изготовлен шток пуансона.
- Толстостенная труба — заготовка для матрицы. Диаметр зависит от того, какого размера брикеты хочет получить пользователь. Чем тоньше они будут, тем выше их плотность, но производительность станка при этом уменьшится.
- Труба большого диаметра — заготовка для корпуса миксера. Если подходящей трубы нет барабан можно сделать из листа жести.
- Оцинкованная сталь для изготовления лотков.
Всего потребуется два лотка — для загрузки подготовленного материала в матрицу и для приема готовых брикетов.
Похожие записи:
 Микроконтроллеры процессоры, проекты, программирование
Микроконтроллеры процессоры, проекты, программирование
 Как разобрать газовый баллон: пошаговая инструкция
Как разобрать газовый баллон: пошаговая инструкция
 Как сделать электромагнит в домашних условиях. делаем электромагнит в домашних условиях электромагнит своими руками 12в
Как сделать электромагнит в домашних условиях. делаем электромагнит в домашних условиях электромагнит своими руками 12в
 Сумочка своими руками
Сумочка своими руками
 Красивые цветы канзаши своими руками
Красивые цветы канзаши своими руками
 Что такое обработка камня своими руками в домашних условиях: инструменты- обзор видео
Что такое обработка камня своими руками в домашних условиях: инструменты- обзор видео