Содержание
Сложности при сварке изделий из алюминия
Выполненные из алюминия детали покрыты оксидной пленкой, которая обладает высокой температурой плавления – 2000 градусов Цельсия. В то время как сам металл плавится уже при 600 градусах. Поэтому перед началом работ пленку нужно удалить: химическим или механическим путем. Стоит помнить, что сваривать алюминий следует начинать сразу после удаления тугоплавкой пленки, чтобы избежать повторного окисления поверхности – это происходит при контакте металла с содержащимся в воздухе кислородом.
Дополнительные сложности создает тот факт, что при нагревании цвет металла не меняется. Поэтому сложно контролировать, чтобы сварной шов был одного размера на всем участке. Свариваемая конструкция может изменить форму из-за низкого значения модуля упругости. По этой же причине при остывании изделия в районе сварочной ванны могут образовываться микротрещины.
Зная об этих сложностях, можно самостоятельно сварить алюминий инвертором, не прибегая к помощи специалистов.
Требования к сварке
Сваривать алюминий необходимо строго следуя следующим правилам:
- Сварка производится только под защитой, которую обеспечивают инертные газы. Как правило, используется аргона и его смесь с гелием. Соответственно, инверторный аппарат необходимо оснастить оборудованием аргонодуговой сварки.
- Использовать лучше вольфрамовые электроды для алюминия – они не плавятся. В процессе работы нужно периодически счищать с них окислы, иначе качество шва ухудшится.
- Работы производятся при помощи переменного электрического тока, силу которого устанавливают больше, чем при работе со стальными изделиями.
- Чтобы сварной шов не деформировался из-за перепада температур, необходимо прогреть рабочую поверхность перед сваркой.
- Присадочные электроды для алюминия предварительно прогревают, помещая их в муфельную печь.
Оборудование для работы
Для сварки алюминиевых или изготовленных из сплавов алюминия заготовок могут использоваться аппараты инверторного типа, отличающиеся по производительности и степени автоматизации процессов работы. Если нет возможности приобрести полуавтомат, можно установить приставку к инвертору, которая будет генерировать переменный ток. Это позволит эффективно работать.
В случае, когда производится сварка алюминия инвертором типа «TIG», используются неплавящиеся вольфрамовые электроды и присадочная проволока диаметром 2-5 мм нескольких маркировок: АО, АД и АК. В ней содержится большое количество присадок сплавов магния.
Также в работе можно использовать следующие электроды для сварки алюминия инвертором: российские марок ОЗА, ОЗР ОЗАНА; либо импортные образцы марок ОК 96.20, ОК 96.40, Kobatek-213.
Проволока для полуавтоматических сварочных инверторов для алюминия обладает диаметром 0,8-1 мм. Она выпускается в катушках, вес которых составляет полкилограмма. Оптимально использовать проволоку, изготовленную из литий-кремниевого сплава двух марок – ER 4043 и ER 5356. Либо марки проволоки из сплава магния с алюминием – Св-АК 5 или Св-АМг 5.
Аргонодуговой метод (AC TIG) сваривания алюминиевых деталей в основном используется при тщательной сварке. В результате не образуется пор и грубых швов. Переменный ток позволяет расплавить тугоплавкий оксидный слой на поверхности материала и создать сварочную ванну, которая необходима для соединения элементов конструкции. При использовании аппарата такого типа можно ремонтировать тонкостенные изделия из чистого металла и его сплавов. Однако, он довольно чувствителен к загрязнению используемых электродов – по этой причине их очистку нужно производить своевременно.
Как проводится сварка неплавящимся электродом в среде аргона
AC TIG сварка алюминия проводится с использованием электродов. Она является одной из популярных процедур, ее часто используют для создания различных конструкций. Во Время сваривания должны использоваться расходные элементы высокого качества и с хорошей прочностью.
К основным расходным компонентам относятся следующие:
- сварка алюминия TIG предполагает применение специальных электродов. Для нее подходят вольфрамовые стержни с размером 1,6-5 мм. Они должны выдерживать высокие показатели температуры до 3 тысяч градусов по Цельсию;
- обязательно должна быть присадочная проволока для сварки алюминия, которая должна иметь поперечник с размерами 1,6-4 мм.
При выполнении сварки в аргоновой среде вольфрамовые стержни практически не будут расходоваться. Они только принимают участие в генерации электродуги. Обязательно должна быть присадка для сварки алюминия, в качестве нее подойдет алюминиевый пруток. Чтобы сваривание получилось качественным и прочным, потребуются защитные газы. Наиболее подходящими будут гелий или аргон с высокой частотой.
Особенности сварки в среде аргона
Многие начинающие сварщики часто интересуются вопросом — как сваривать алюминий с использованием аргоновой среды. Данный процесс может проводиться в домашних условиях, главное требуется приобрести необходимое оборудование, расходные материалы и изучить главные правила.
Итак, можно выделить основные особенности сварки алюминия с использования аргона:
- процесс питания дуги производится от источника переменного тока. Именно он сможет полностью и качественно убрать оксидную оболочку;
- основные параметры, а именно поперечник электрода и прутка, должны соответствовать величине применяемого тока. Все зависит от используемого оборудования для сварки;
- параметры сварочной зоны должны быть на самом минимальном уровне;
- скорость процесса сваривания электродом по изделию из алюминиевого металла должна зависеть от уровня расхода неактивного газа;
- дуга должна зажигаться в стороне на отдельной графитовой пластинке. Ни в коем случае не стоит стучать вольфрамовым стержнем по поверхности заготовки, это может привести к ухудшению качества электрода;
- присадочный пруток должен подаваться постепенно к области края сварочной ванны под углом в 90 градусов к электроду. Нельзя подавать присадку прямо под область электрода, это может сильно испортить качество шва;
- сварка алюминия в домашних условиях газовой горелкой должна выполняться правильно. Горелка должна проводиться за электродом, но только не наоборот;
- ни в коем случае нельзя слишком притапливать дугу или, наоборот, через чур сильно отодвигать. Сварочная ванна или область расплавленного металла должна обладать овальной немного вытянутой формой;
- газ должен применяться в умеренных количествах, иначе это может вызвать появление некоторых проблем. А именно это может привести к попаданию воздуха в рабочую зону;
- подача газа (аргона) должна осуществляться за 4 секунды до зажигания дуги, а прекращаться через 7 секунд после разрушения дуги.
Достоинства и недостатки
К числу преимуществ дюралюминия при сварке можно отнести:
- При соблюдении технологии сварки можно получить ровный и качественный шов, а металл может выдерживать большие нагрузки при одновременном небольшом весе.
- Для сварки дюралюминия можно использовать несколько технологий сварки: аргоновую сварку и сварку полуавтоматом, выбрать которую поможет понимание факторов и условий выполнения работы.
- Для производства работ достаточно легко подобрать подходящие электроды. Для сварки подходят такие электроды, как ОЗА-1, ОЗА-2, ОК96.20, ОЗАНА-1, ОЗАНА-2.
- Отсутствие серьезных трудозатрат на подготовительные процедуры.
- Для сварки не требуется серьезной классификации специалиста.
Но имеет данный процесс и определенные недостатки:
- Сварка дюралюминия отличается низкой устойчивостью к коррозии, а после производства сварных работ его технические характеристики ухудшаются.
- Процесс сварки является достаточно сложным: он требует большой внимательности и точности, так как даже небольшая ошибка отрицательно сказывается на качестве изделий.
- Могут возникнуть сложности с подбором электродов из-за невозможности точного определения марки дюралюминия.
- Сформировать валик достаточно непросто, поскольку металл является достаточно текучим.
- Для упрощения процесса работы и снижения временных затрат на сварку необходимо использовать флюс или защитный газ. Флюс будет наноситься на поверхность свариваемой детали для защиты участка от агрессивного влияния внешней среды и повышения качества соединения. Целевое предназначение использования инертных газов при сварке будет аналогичным.
- Качественная сварка дюралюминия – достаточно дорогая процедура, она позволяет получить прочное и надежное соединение при использовании дорогих расходных материалов, например, аргона.
- Если используется скоростная сварка, то контролировать качество шва весьма сложно.
Важные нюансы
Не каждый сварщик, умеющий работать инвертором, сможет заварить трещину на алюминиевом изделии или соединить две части в одно целое. Это обусловлено специфичными характеристиками данного металла при высоких температурах
Чтобы успешно справляться с подобными задачами в домашних условиях, важно знать основные нюансы работы с алюминием, которые не возникают на низколегированных сталях.
Например, чтобы заварить алюминиевый бак, обязательно необходимо подкладывать подложку из неплавящегося материала под место горения дуги. Это требование связано с высокой текучестью жидкого металла. Свариваемый материал, если его стенка около 5 мм, быстро проплавляется, и сварочная ванна легко может вытечь наружу с обратной стороны изделия. Подложки могут быть из керамики или графита. Они поддерживают целостность нижней стороны материала, и предупреждают прожоги и вытекания жидкого металла.
Исходя из этих свойств алюминия, все швы желательно выполнять в нижнем положении. Даже если свариваемая конструкция большая, стоит ее перевернуть. Вертикальные швы чреваты стеканием расплавленного металла без формирования шва. Их можно выполнить только короткой дугой с прерывистым ведением.
Сварка алюминия инвертором осложнена гигроскопичностью материала. Он накапливает влагу из окружающего воздуха, а при нагреве начинает испарять ее. Сварочный процесс характеризуется частыми брызгами расплавленного алюминия ввиду попадания воды в зону ведения шва. Поэтому, приступая к работе в бытовых условиях, следует прогреть материал паяльной лампой или ацетиленовой горелкой до 160-190 градусов. Так можно удалить лишнюю влагу и обеспечить беспрепятственную сварку.
Отличительной чертой алюминия является оксидная пленка образующаяся на его поверхности при воздействии кислорода. Она осложняет процесс формирования сварочной ванны и наложение шва тем, что плавится при температуре 2000 градусов, а основной металл приобретает текучесть уже после 500 градусов. Чтобы избежать такого перепада и сразу получить сварочную ванну, требуется зачистка места поджига электрода от оксидной пленки. Последующее удаление оксида будет происходить под действием температуры и дополнительных элементов в обмазке электрода.
СЛОЖНОСТИ ПРИ СВАРКЕ ИЗДЕЛИЙ ИЗ АЛЮМИНИЯ
Выполненные из алюминия детали покрыты оксидной пленкой, которая обладает высокой температурой плавления – 2000 градусов Цельсия. В то время как сам металл плавится уже при 600 градусах. Поэтому перед началом работ пленку нужно удалить: химическим или механическим путем. Стоит помнить, что сваривать алюминий следует начинать сразу после удаления тугоплавкой пленки, чтобы избежать повторного окисления поверхности – это происходит при контакте металла с содержащимся в воздухе кислородом.
Необходимо учитывать, что прочность изделий снижается при резких перепадах температур. А из-за того, что электродуга нагревается до высокой температуры, алюминий плавится и начинает вытекать из зоны сварки.
Дополнительные сложности создает тот факт, что при нагревании цвет металла не меняется. Поэтому сложно контролировать, чтобы сварной шов был одного размера на всем участке. Свариваемая конструкция может изменить форму из-за низкого значения модуля упругости. По этой же причине при остывании изделия в районе сварочной ванны могут образовываться микротрещины.
Зная об этих сложностях, можно самостоятельно сварить алюминий инвертором, не прибегая к помощи специалистов.
ТРЕБОВАНИЯ К СВАРКЕ
Сваривать алюминий необходимо строго следуя следующим правилам:
- Сварка производится только под защитой, которую обеспечивают инертные газы. Как правило, используется аргона и его смесь с гелием. Соответственно, инверторный аппарат необходимо оснастить оборудованием аргонодуговой сварки.
- Использовать лучше вольфрамовые электроды для алюминия – они не плавятся. В процессе работы нужно периодически счищать с них окислы, иначе качество шва ухудшится.
- Работы производятся при помощи переменного электрического тока, силу которого устанавливают больше, чем при работе со стальными изделиями.
- Чтобы сварной шов не деформировался из-за перепада температур, необходимо прогреть рабочую поверхность перед сваркой.
- Присадочные электроды для алюминия предварительно прогревают, помещая их в муфельную печь.
ОБОРУДОВАНИЕ ДЛЯ РАБОТЫ
Для сварки алюминиевых или изготовленных из сплавов алюминия заготовок могут использоваться сварочный инвертор для алюминияаппараты инверторного типа, отличающиеся по производительности и степени автоматизации процессов работы. Если нет возможности приобрести полуавтомат, можно установить приставку к инвертору, которая будет генерировать переменный ток. Это позволит эффективно работать.
В случае, когда производится сварка алюминия инвертором типа «TIG», используются неплавящиеся вольфрамовые электроды и присадочная проволока диаметром 2-5 мм нескольких маркировок: АО, АД и АК. В ней содержится большое количество присадок сплавов магния.
Также в работе можно использовать следующие электроды для сварки алюминия инвертором: российские марок ОЗА, ОЗР ОЗАНА; либо импортные образцы марок ОК 96.20, ОК 96.40, Kobatek-213.
Проволока для полуавтоматических сварочных инверторов для алюминия обладает диаметром 0,8-1 мм. Она выпускается в катушках, вес которых составляет полкилограмма. Оптимально использовать проволоку, изготовленную из литий-кремниевого сплава двух марок – ER 4043 и ER 5356. Либо марки проволоки из сплава магния с алюминием – Св-АК 5 или Св-АМг 5.
Аргонодуговой метод (AC TIG) сваривания алюминиевых деталей в основном используется при тщательной сварке. В результате не образуется пор и грубых швов. Переменный ток позволяет расплавить тугоплавкий оксидный слой на поверхности материала и создать сварочную ванну, которая необходима для соединения элементов конструкции. При использовании аппарата такого типа можно ремонтировать тонкостенные изделия из чистого металла и его сплавов. Однако, он довольно чувствителен к загрязнению используемых электродов – по этой причине их очистку нужно производить своевременно.
Особенности сварки инвертором
Инверторная сварка является самой подходящей и лучшей для изделий из алюминиевой основы. Процесс сварки металла выполняется в специальной оболочке из защитного газа, которая зачастую состоит из аргона. Обязательно используются вольфрамовые электроды с неплавящейся структурой.
Однако во время проведения сварочных работ поверхность данного электрода всегда требуется чистить. Дело в том, что на них скапливаются наросты, которые состоят из окисей вольфрама. В результате этого сильно ухудшается качество сварного шва.
Для удаления наростов применяется абразивный диск. При помощи него производится заточка электродов. Это позволяет сделать их поверхность чистой и гладкой, на ней не возникают заусенцы и канавки. Для заточки рекомендуется использовать отдельный диск, которые не применяется для других элементов.
Кроме этого можно самостоятельно снизить появления больших наростов на поверхности вольфрамовых электродов. Для этого данные элементы рекомендуется подвергнуть сильному охлаждению при помощи газа.
Инвертор для работы с алюминием
Изучая вопрос, чем сваривают алюминий стоит обратить внимание на функциональные устройства — инверторы. Данные приборы для сварки этого металла могут быть разными — они могут отличаться по конструкции и по модификациям
Чаще всего применяются полуавтоматические модели, но иногда могут использоваться электродуговые установки.
Основное преимущество инверторных устройств состоит в том, что они всегда подают стабильное напряжение. Именно это обеспечивает высокое качество сварного шва. Также как и у полуавтоматических устройств, у инверторного оборудования предусмотрена специальная приставка, которая обеспечивает высокую защиту во время работы в газовой среде.
Обычно данная приставка имеет маркировку TIG. Зачастую на многих аппаратах предусмотрена функция, которая позволяет производить быстрый переход в режим эксплуатации в среде защитных газов.
При проведении сварки алюминиевых труб и других элементов из данного цветного металла при помощи инверторного оборудования важно помнить несколько важных рекомендаций:
на поверхности изделий из алюминия всегда образуется оксидная пленка, которая может затруднить сварочный процесс
Именно по этой причине важно предварительно поверхность обработать при помощи абразивного диска, он поможет полностью устранить пленку;
при нагревании алюминий и его сплавы не изменяют цвет. Именно это намного усложняет процесс контролирования состояния сварочной ванны;
важно помнить, что сварочные работы с использованием инвертора, которые проводятся дома, должны выполняться правильно
В этом деле не стоит спешить, необходимо выждать время, чтобы было нужное прогревание;
если металл прогреть слишком сильно, то это может привести к деформированию детали. При проведении сварки алюминия с медью и другими цветными металлами в домашних условиях требуется дополнительно вместе с инвертором использовать специальную приставку, она позволит обеспечить контроль над проведением работы и предоставить возможность создать качественный, прямой и прочный шов;
способы и особенности сварки алюминия и его сплавов практически ничем не отличаются от сварки черных металлов. Для того чтобы справиться самостоятельно с процессом обработки алюминия достаточно иметь минимальные навыки. Дополнительно можно изучить специальную литературу и видеоматериалы.
Конечно, если соблюдать вышеперечисленные рекомендации при сварке алюминия в домашних условиях, все равно не получится получить шов высокого качества. Стоит учитывать, что процесс сваривания достаточно тяжелый и затратный. Самым лучшим вариантом будет приобретение осциллятора. Данный прибор позволит выдавать необходимые параметры тока.
Если при сварке будет применяться осциллятор, то обязательно дополнительно потребуются вольфрамовые электроды. Могут использоваться плавящиеся и неплавящиеся расходники. Все зависит от вида шва, который требуется получить в результате, а также от материала, применяемого в процессе работы.
Обычно самые прочные сварные алюминиевые конструкции получаются при проведении термического сваривания. Однако данный способ невозможно выполнить в домашних условиях. Для него потребуется подготовить специальную смесь, которая должна состоять из свинцовой стружки, марганцовки, алюминиевой пудры, канифоли.
Для этого обязательно требуется знать точные пропорции всех компонентов. Полученная смесь высыпается в область трещины и поджигается, это все приводит к возникновению небольшого взрыва, который и вызывает сплавление шва.
Как выполняется полуавтоматическое сваривание алюминия
Полуавтоматическое сваривание также имеет и другое название MIG сварка алюминия. Во время данного процесса применяется импульсное оборудование, потому что оно считается наиболее производительным. Оно создает сильный всплеск высокого напряжения, который способствует быстрому разрушению оксидной оболочки.

Оборудование вгоняет каждую частицу расплава металлического стержня в область сваривания. Именно за счет этой забивки и создается высококачественный шов с высокой прочностью. Благодаря этому и создается точечная сварка алюминия.
MIG/MAG сварка алюминия при помощи полуавтомата проводится с использованием дорогого оборудования, которое может не каждый себе позволить. Однако многие умельцы, которые уже достаточно длительное время занимаются сваркой, научились модифицировать стандартные полуавтоматы для сварки алюминия и нержавейки.
Главные особенности полуавтоматической сварки
По принципу действие полуавтоматического сваривания ничем не отличается от обычной сварки алюминия и нержавейки. Однако имеются некоторые технические особенности, от соблюдения которых зависит качество свариваемой конструкции из алюминия:
частый алюминий и его смеси нельзя варить током с высоким напряжением и прямой полярностью, допустимо применять противоположный вариант;
стоит учитывать, что пруток из алюминия намного мягче стальных компонентов, по этой причине он может делать петли
Что этого избежать, важно приобрести специальное устройство подачи, которое должно иметь 4 ролика, маленький рукав и прокладку из тефлоновой основы;
во время нагрева отмечается сильное расширение цветного металла, именно это может привести к тому, что проволока может застрять в зоне наконечника подающего механизма. Чтобы избежать данных проблем, требуется использовать особые наконечники с маркой Al, также подойдут стандартные модели, главное чтобы у них был увеличенный диаметр;
от выбранной марки присадочной проволоки для сварки алюминия зависит расход материала и качество сварного шва
Стоит учитывать, что пруток из цветного металла обладает интенсивным плавлением. Именно поэтому требуется обеспечить ускоренный темп подачи. Иначе может потребоваться слишком частая замена наконечника.
Требования к электродам по алюминию
Стандартный электрод для сварки алюминия вручную имеет угольный или металлический стержень с покрытием, которое разрушает оксидную пленку и одновременно защищает расплав в зоне стыка от преждевременного контакта с атмосферным воздухом.
Для выполнения работ в бытовых условиях используется инвертор с выпрямительным блоком для получения постоянного напряжения. Аппарат пригоден как для соединения малогабаритных элементов, так и для заделки трещин в корпусах узлов, отлитых или отштампованных из алюминиевых сплавов.
Электрод защищает расплав от преждевременного контакта с воздухом.
Если применяется плазменная установка, то оборудование рассчитано на использование вольфрамового стержня диаметром 1,5 мм, который не плавится в процессе сварки. В зону дугового разряда подают присадочную проволоку из алюминиевого сплава. Технология отличается повышенной скоростью выполнения работ и предусматривает использование переменного тока.
При автоматической сварке в зону соединения подают флюс и присадочную проволоку.
Необходимые легирующие компоненты в составе электродов
Алюминиевые электроды имеют центральный сердечник из проволоки, которая может содержать присадки:
- марганец, повышающий устойчивость расплава к коррозии;
- кремний, улучшающий свариваемость деталей;
- магний, обеспечивающий повышение прочности стыка;
- кремний с магнием, позволяющие улучшить термическую устойчивость шва.
Электроды для инвертора
Специализированных деталей из технически чистого алюминия или сплавов для инверторной сварки не существует. При присоединении инвертора необходимо выбрать постоянный ток и подключить провода по схеме обратной полярности (отрицательный полюс – к заготовкам). Подобная технология позволяет разрушать оксидную пленку дугой, при прямой коммутации варить алюминий инвертором затруднительно.

Качественные электроды для сварки инвертором дают хороший шов.
Характеристики для дуговой сварки
При проведении дуговой сварки плавящимся электродом формируется постоянный разряд, обеспечивающий быстрый переход материала стержня в жидкое (а также газообразное) агрегатное состояние.
Сварка алюминиевых деталей занимает в 2-3 раза меньше времени, чем соединение стальных листов с аналогичными габаритами. Поскольку при остановке электрода на наконечнике стержня и поверхности шва образуется слой шлака, то повторный розжиг дуги затруднителен. Опытные сварщики формируют шов до полного израсходования длины электрода.

Электроды для дуговой сварки.
Поверхность стержней для сварки алюминиевых сплавов покрыта плотным слоем, состоящим из соединений хлора и фтора с щелочными или щелочноземельными металлами. При горении дуги флюс вступает в химические реакции с оксидной пленкой, формируя нерастворимые в алюминии шлаки, которые затем удаляют с поверхности шва механическим способом.
Особенности для дюралюминия
Помимо стандартных электродов для алюминия (которые теоретически подходят и для работы с дюралем), существуют специальные изделия, которые отличаются химическим составом стержня и покрытия. Например, шведский производитель ESAB выпускает продукцию под маркой ОК-9620 или ОК-9650, рассчитанную на дюралюминий.

Шведский производитель электродов ESAB.
Особенности сварочных работ с деталями из алюминия
Всем специалистам-сварщикам известно: варить алюминий непросто. Это объясняется наличием на поверхности деталей из этого металла тугоплавкой оксидной пленки. Важнейшими задачами, которые необходимо решить для того, чтобы сварка была выполнена качественно, являются тщательная очистка поверхностей соединяемых заготовок от загрязнений и удаление с них оксидной пленки.
Чтобы эффективно очистить и обезжирить поверхности алюминиевых деталей перед тем, как вы начнете выполнять сварочные работы, можно использовать органический растворитель (ацетон, РС-1, РС-2, уайт-спирит) либо щелочную ванну (в ней заготовки оставляют на несколько минут – не более 5). Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются:
- 1 л воды;
- 50 г карбоната натрия;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
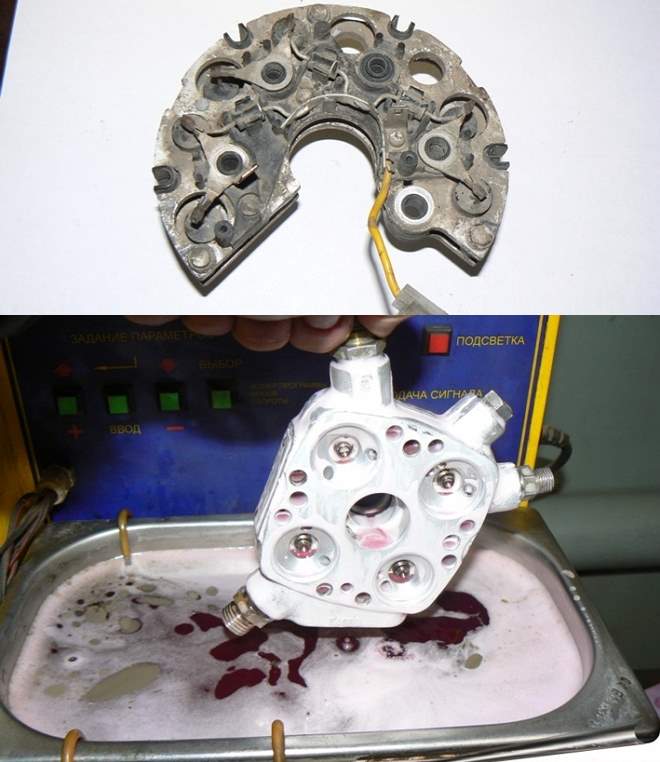
Пример очистки алюминиевой детали в щелочном растворе
После очистки деталей из алюминия и их обезжиривания надо решить еще одну важную задачу – удалить тугоплавкую оксидную пленку. Если этого не сделать, варить такие заготовки будет очень затруднительно, а полученное соединение будет обладать низким качеством и невысокой надежностью. Для удаления оксидной пленки в производственных и домашних условиях используют металлические щетки, напильники или шлифовальные машинки. После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.

Поверхность детали из алюминия, качественно подготовленная к сварке путем механической чистки
По окончании вышеперечисленных подготовительных работ можно приступать к сварке деталей из алюминия. Лучше всего делать это с помощью инвертора, используя специальные электроды для сварки алюминия. Их, чтобы получить стабильно горящую дугу и качественный сварочный шов, необходимо прогреть в печи, выдерживая температуру 200 градусов Цельсия. Продолжительность такого прогрева должна составлять порядка 2 часов.
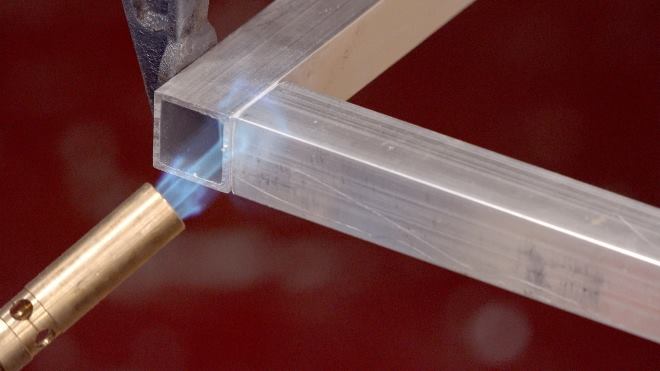
Прогрев алюминиевых заготовок газовой горелкой
Необходимо учитывать еще одну тонкость, которая позволяет получать надежные и качественные сварные соединения. Заключается эта тонкость в том, что место будущего соединения прогревают при помощи газовой горелки. Температура, до которой необходимо нагреть соединяемые детали из алюминия, зависит от их толщины. Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
На качество сварного соединения деталей из алюминия влияет в том числе и скорость их охлаждения: она должна быть очень медленной. Такие технологические приемы позволяют хорошо проплавить металл даже при сварке на невысоких токах, избежать коробления соединяемых деталей и появления в месте их соединения кристаллизационных трещин.
- Перед сваркой, если предстоит варить детали значительной толщины, место соединения необходимо прогреть при помощи газовой горелки.
- Полученный сварной шов следует тщательно очистить от шлака.
- Очищенный сварной шов обдается горячей водой (это обеспечит его медленное остывание).
- После остывания шов тщательно очищается от остатков шлака металлической щеткой. Если не выполнить это требование, остатки шлака на сформированном соединении могут привести к образованию и развитию коррозии.
Похожие записи:
 Технология монтажа террасной доски
Технология монтажа террасной доски
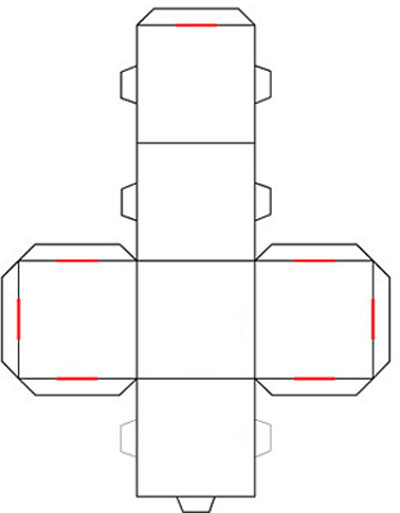 Как сделать куб из бумаги: подробная инструкция создания
Как сделать куб из бумаги: подробная инструкция создания
 Рецепты куриные колбаски
Рецепты куриные колбаски
 Что такое альтернативные источники энергии: виды, выгода и перспективы развития
Что такое альтернативные источники энергии: виды, выгода и перспективы развития
 Тумба своими руками: 155 фото оригинальных моделей и подробное описание их изготовления
Тумба своими руками: 155 фото оригинальных моделей и подробное описание их изготовления
 Виды и размеры брусьев гимнастических. как сделать брусья своими руками
Виды и размеры брусьев гимнастических. как сделать брусья своими руками