Содержание
Инструкция по изготовлению сварочного стола
Теперь, когда получилось найти размер и собран инвентарь, пришло время сделать сварочный стол своими руками.
Заготовка и раскрой
Чтобы работать было удобнее, лучше заранее напилить все нужные детали, а затем собрать, как конструктов. Здесь будут приведены ориентировочные размеры, которые можно взять за основу или изменить, сохранив пропорции.

Болгаркой или ножовой по металлу нарезаем:
- 4 уголка. Необходимо сечение 2,5х2,5 сантиметра и длина 46. Торцы подрезаются под 45 градусов – это будут боковинки полки.
- 2 полки. Понадобится стальной лист (лучше брать оцинковку или нержавейку) с толщиной 0,3 сантиметра. Нужны 2 одинаковые полки с размерами 45х77. Так делают в промышленных моделях. Но так как это «домашний» стол из профильной трубы, который собирается своими руками, этим параметром можно пренебречь. Подойдет ОСБ или фанера.

- 4 ножки. Часто для ножек берут уголки, но лучше взять профильную трубу. Конструкция будет прочной, но куда легче.Квадратную трубку 3х2 нарезаем на 4 отрезка по 76 сантиметров.
- Стороны каркасов. Из тех же уголков делаем 4 стороны каркаса с длиной 76 сантиметров. Торцы подрезаем под 45 градусов.

- Каркас столешницы. Из профильной трубы 6х25 нужно сделать 2 метровых отрезка и еще 2 по 72 сантиметра.
- Столешница. Понадобится 8 профилей 4х24 длинной 72 сантиметра.
- Колесики. Можно купить в любом строительном магазине. 2 колесика со стопором и 2 без.
- Пояс жесткости. 4 уголка 3х3.
Изготовление столешницы
Здесь очень поможет сварочный магнит. У него есть угол 90 градусов, поэтому работа упростится в разы. Сначала нужно сварить каркас столешницы, причем сделать это под прямым углом.
После необходимо замерить угол. Если везде 90 градусов, то можно варить основное – профили столешницы. Трубы нужно приварить параллельно боковым частям каркаса, а между ними оставить небольшой зазор. Прибегнув к расчетам, получится общее свободное расстояние в 28 сантиметров. Если разделить это число на 8, получится 3,5 сантиметра, которые нужно оставить между профилями.

Изготовление ножек для стола
Чтобы сварочный стол из профильной трубы не шатался, необходимо правильно сварить ножки. Сложного здесь ничего нет, если вы сделали подрезку под 45 градусов. Прихватываем ножки с каркасу с помощью магнитов и угольником добиваемся прямого угла. После ставятся несколько сварных точек.

Теперь еще раз нужно проверить, получилось ли добиться 90 градусов. Если конструкцию не повело (при сварке шов тянет на себя, поэтому могут быть отклонения), стык полностью заваривается и зачищается.

В принципе, если устойчивости добиться не получилось, можно прибегнуть к другой хитрости: к нижнему торцу ножек приваривается толстый квадрат из стального листа. Но это подойдет на случай, если перемещаться сварочный стол не будет.

Пояс жесткости сварочного стола
Стол для сварщика обязан быть устойчивым. Даже прочная сталь будет немного шататься, так как толщина шва тонкая.

Поэтому на каждой ножке нужно сделать отметку в 20-30 сантиметров от пола и приварить там уголок для пояса жесткости. Можно заменить его и на тонкую профильную трубу, чтобы облегчить конструкцию.

Колеса и ручка для перемещения
Стол для сварки, построенный своими руками будет удобнее, если добавить колесики. Причем не обычные мебельные. Они шатаются, быстро сломаются, а неровный пол «убьет» их всего за полгода.

Они бывают на винтовом соединении или сварном. Для первого к торцу приваривается ушко из профильной трубы. Там сверлятся отверстия и винты затягиваются гайками. Если перемещать его будут часто, желательно добавить стопорные шайбы. Колесики можно и приварить. В этом случае они будут несъемными.

Полка для инструментов
Здесь стоит воспользоваться пространством, которое образовалось в поясе жесткости. Можно просто положить туда лист и он никуда не денется. Его будут держать выступы уголка.

Покраска стола
Почти весь металлопрокат делается из нелегированного чермета, который быстро ржавеет. Чтобы привести его в «товарный» вид, нужно действовать по инструкции:
- С металла сбивается вся ржавчина. Можно натереть профили преобразователем ржавчины или воспользоваться наждачкой.
- Теперь абразивом с зернистостью 360 нужно хорошенько натереть все части стола. Так краска лучше пристанет. Если есть доступ к пескоструйной машине – подойдет и она.
- Пришло время грунтовки. Можно взять любую по металлу. Кстати, некоторые грунты можно наносить на ржавчину. В этом случае можно не зачищать.
- Для покраски подойдет любая жаропрочная эмаль. Наносить нужно из краскопульта или аэрозоля.

Материалы для сварочного стола
В качестве силовой рамы стола для сварочных работ почти всегда выступает металл.

На фото представлен мобильная модель на жесткой раме из профильной трубы с сечением 60х60 мм и толщиной стенки 2 мм. Рама изготовлена методом сварки, боковины дополнительно усилены арматурным прутком. В качестве поверхности для рабочего стола использована профильная труба сечением 60х140 мм. Такая конструкция весит порядка 150…200 кг, что вполне достаточно для обеспечения необходимой нагрузочной способности.
Ниже представлены профили горячекатанных стальных труб квадратного и прямоугольного сечения, которые подходят для изготовления силовой рамы сварочных столов
Сразу стоит обратить внимание на трубы с толщиной стенки от 2 мм, поскольку труба со стенкой 1,5 мм может не обладать достаточной прочностью при работе с крупными деталями
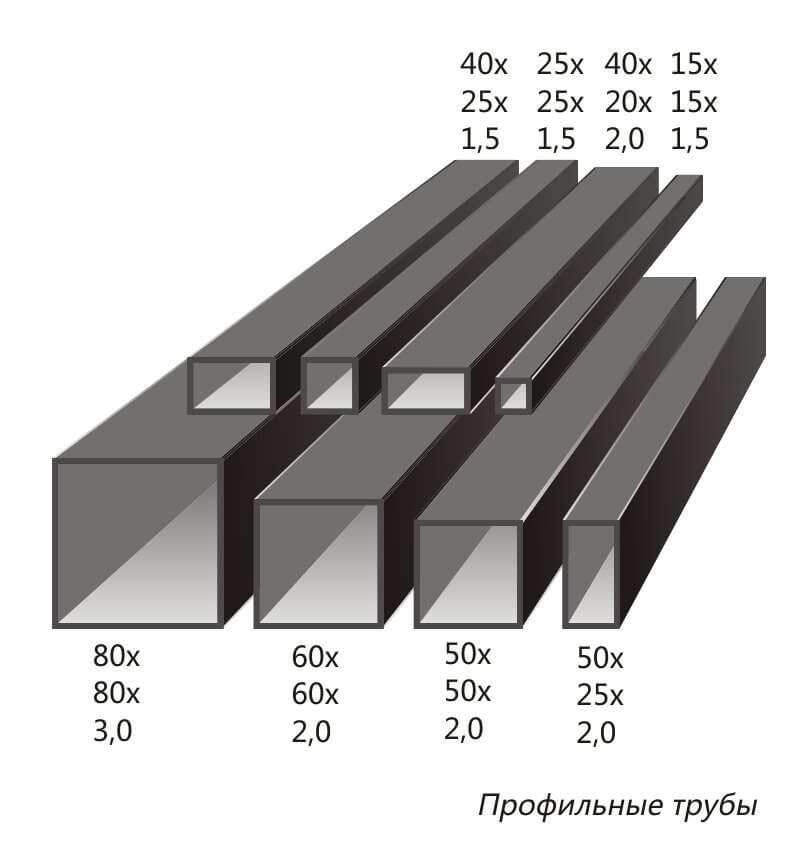
Не обязательно использовать именно замкнутый профиль – допустимо применение швеллера или другого аналогичного вида проката.

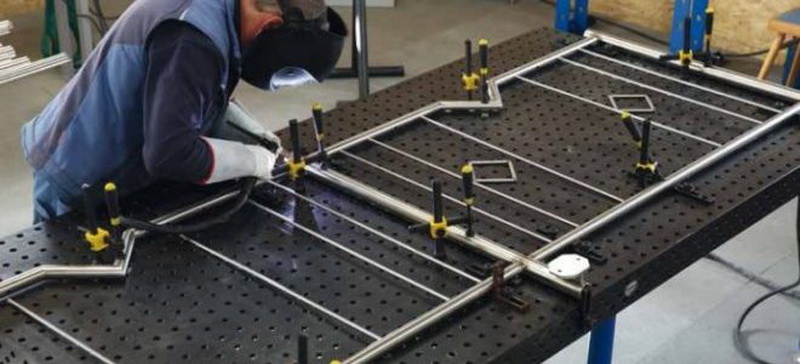
Интересно, что поверхность рабочего стола почти всегда делается с просветами. Это необходимо для того, чтобы можно было крепить детали к его поверхности струбцинами и другими приспособлениями для удержания изделий в нужном положении.

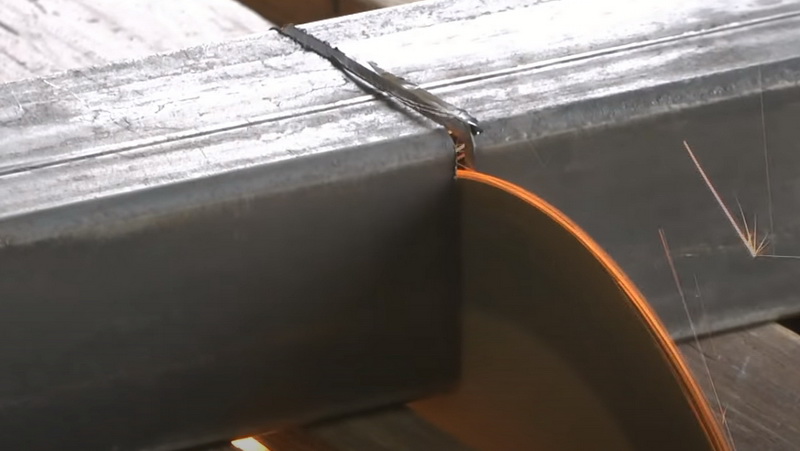
Помимо столешницы из полос, часто используют вариант с перфорацией.

В этом случае применяется стальная полоса (как показано на фото) или сплошной лист. Диаметр отверстий – 10…25 мм.

Толщина листа (полосы) для нормальной работы должна составлять не менее 8…10 мм, лучше – больше. Это также увеличивает массу изделия и способствует его устойчивости, лучшему распределению нагрузки по столешнице. К сожалению, сечение и толщину стенки профиля опорных стоек тоже приходится увеличивать.
Для небольших деталей, которые нет необходимости закреплять на рабочей поверхности, подходит столешница из листового металла с толщиной 8…20 мм. Полки и дно ящиков для не слишком тяжелых вещей часто изготавливают из металлической сетки или более тонкого сплошного или перфорированного металлического листа.

В отдельных случаях допустимо применение ОСБ или толстой фанеры для не ответственных (на них не будут размещаться горячие предметы, не будут попадать искры) полок.

Важно: если под столешницей сварочного стола будут храниться какие-либо материалы или оборудование, не терпящее высоких температуру, желательно выполнить теплоизоляцию столешницы. Для этого необходимо использовать НЕГОРЮЧИЕ теплоизоляторы – базальтовую или минеральную вату, базальтокартон, асбест и тому подобные.. Для защиты от искр и окалины деревянных или выполненных из заменителей дерева материала полок и ящиков поверх них укладывают металлические листы толщиной 1…5 мм
Для защиты от искр и окалины деревянных или выполненных из заменителей дерева материала полок и ящиков поверх них укладывают металлические листы толщиной 1…5 мм.
Последний момент, касающийся материалов и комплектующих: ножки для передвижных сварочных столов обязательно должны иметь стопор и быть рассчитаны на массу изделия. Использование не стопорящихся колесиков допустимо только для небольших, предназначенных для редких работ, изделий.

Производители, торговые марки
Сварочный стол – фундаментальная оснастка, применяемая для получения качественных изделий сварочной технологии. Поэтому существует множество производителей, выпускающих такое оборудование. Конкуренцию выигрывает предприятие, чей продукт позволяет на одном рабочем месте сваривать совершенно разные виды конструкций.
Совплим
Совместное российско-шведское предприятие основано в 1989 годы, в Санкт-Петербурге. Главная цель — создание вентиляционного оборудования на отечественной базе. Одним из направлений является разработка и изготовление фильтровентиляционного оборудования для сварочных столов.
Siegmund
Оборудование компании Siegmund полностью соответствуют понятиям, вкладываемым в тезис «немецкое качество». В комплексе с оригинальной быстрозажимной оснасткой на столах собираются самые сложные конфигурации заготовок и быстро перенастраиваются на другие виды. Таким образом, сварочные столы Siegmund значительно повышают производительность работ.

Сборочно-монтажный сварочный стол с колесами Siegmund 16 Система. Фото Дом сварки
Foerster
Немецкая компания специализируется на производстве модульных вариантов. Чугунные или не ферритные полосы, образующие их поверхность, легко снимаются, каждая новая сборка способна видоизменить форму стола под конкретную заготовку. Для удобства сварки изделия Foerster выполняются поворотными, вращающимися или подъемными.
Demmeler
Немецкая компания лидер в производстве 3D сварочных столов и приспособлений к ним. Сварочно-сборочные системы отличаются универсальностью и способны создавать конструкции под любые потребности заказчика.
TEMPUS
Немецкая компания Tempus представляет покупателям свое оборудование, как эффективное средство решения производственных вопросов. 3D-cтолы идеально подходят для изготовления сборных сварных конструкций (ограждений, каркасов и других).

Пятисторонний сварочный стол Tempus из серии SSTW fix. Фото Центр сварки
ВТО
Ульяновский завод «Высокотехнологичного оборудования» выпускает широкую номенклатуру не стандартизированного оборудования, куда входят сварочные столы и комплектующие к ним. Столы могут поставляться в комплекте с вентилятором и вытяжным зонтом.
ВТМ
Российская компания «ВТМ» специализируется на изготовлении сварочно-монтажных вариантов систем «D16» и «D28», а также оснастки как типовой, так и под заказ.
ИРС
Одним из направлений деятельности компании «Интеллектуальные робот системы» является производство сварочных столов. Они обладают всем набором элементов для точного позиционирования заготовок. Отличаются сборно-разборной конструкцией, что позволяет их легко транспортировать.
EVIDENCE
Российский производитель «ПРОФЛАЗЕРМЕТ» — основатель линейки продукции под маркой Evidence. Под данной маркой выпускаются сварочно-сборочное оборудование с различными размерами столешниц. Столы имеют пятистороннюю рабочую поверхность и относятся к 3D системам.

Стол сварочно-сборочный Evidence SS8-2d-as (800х1200). Фото Сварщик Алтая
СЛОТ-СТОЛ
Российская компания изготавливает сварочные столешницы с рабочей поверхностью из наборных пластин. Материал пластин: чугун и алюминиевый профиль – не подвергается прилипанию брызг расплавленного металла. Легко-съемные пластины позволяют трансформировать рабочую поверхность под любые конфигурации деталей. Для облегчения сборки и сварки сварочное оборудование оснащается электромеханическими и гидравлическими механизмами.
SIBAR
Молодая российская компания работает над расширением ассортимента сварочных столов и оснастки к ним. Ориентируется на мнение потребителей продукции.
ESAB
ESAB – один из самых узнаваемых сварочных брендов. Шведская компания помимо великолепного сварочного оборудования и расходных материалов, выпускает профессиональные сварочные столы. Кроме сварочных работ имеется возможность производства шлифовальных, так как качественно организован отвод газов, сварочной пыли и других частиц, образующихся при шлифовке.

Сварочный и шлифовальный стол ESAB. Фото СваркаPRO
Чертежи с размерами для сварочных столов
Рассмотрим несколько моделей, которые отличаются сложностью, компоновкой и используемыми материалами.
Простейший стол для сварочных работ
Эта модель не отличается солидными размерами или большой нагрузочной способностью, но для сварки некрупных деталей, которые требуют крепления в тисках или с помощью струбцин, подходит очень неплохо.
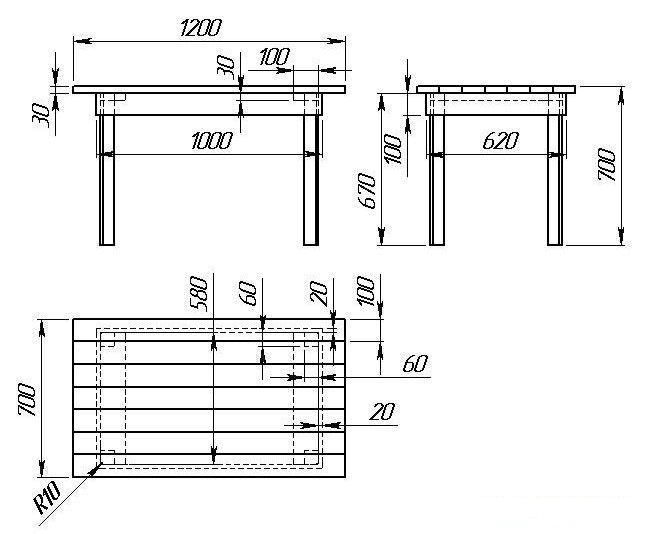
Основа конструкции – уголок 60х60х670 мм, из которого выполнены ножки. Обвязка, в применении к обычному столу именуемая царгой, изготовлена из полосы толщиной 20 мм и шириной 100 мм. Длина двух фрагментов (по длинной стороне) – 1000 мм, двух других (по короткой стороне) – 620 мм. Полосы приварены к уголку снаружи, причем верхний край полосы выше верхнего края уголка на 20 мм.
Внутрь жесткой рамы (ножки плюс обвязка) уложены и приварены полосы металла толщиной 20 мм, шириной 100…150 мм (не критично) и длиной 580 мм. При желании для усиления рамы можно приварить поперечины по длинным и коротким сторонам стола внизу, на высоте 200…300 мм. Если сделать их из уголка, на них можно будет опереть полку.
Столешница набирается из профильной трубы или полос металла с толщиной 30 мм. Если используется труба, желательно заварить ее торцы пластинами. На схеме не показаны зазоры между полосами, но на практике желательно оставлять промежутки 20…30 мм, чтобы можно было крепить детали к столу в любом месте струбцинами.
Мобильный сварочный столик на колесах
Компактная квадратная модель с дополнительной полкой особенно удобна, если сварочные работы надо выполнять, перемещаясь в пределах помещения или по участку. Стол предназначен для работы стоя, поэтому высота столешницы больше, чем это обычно принято.
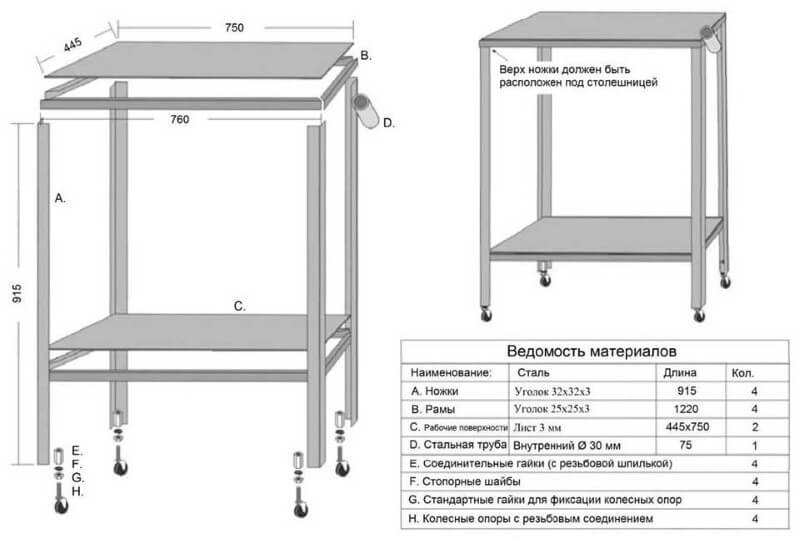
Нагрузочная способность в данном случае даже меньше, чем у предыдущей модели, поскольку для столешницы использован лист толщиной всего 3 мм, такую же толщину имеет уголок ножек.
Обратите внимание: при сборке необходимо разместить уголок ножек ВНУТРИ обвязки из уголка, это стабилизирует конструкцию и делает ее более аккуратной. Для перемещения столика используются стандартные поворотные колесики без стопора (можно использовать мебельные, но только металлические)
Для перемещения столика используются стандартные поворотные колесики без стопора (можно использовать мебельные, но только металлические).
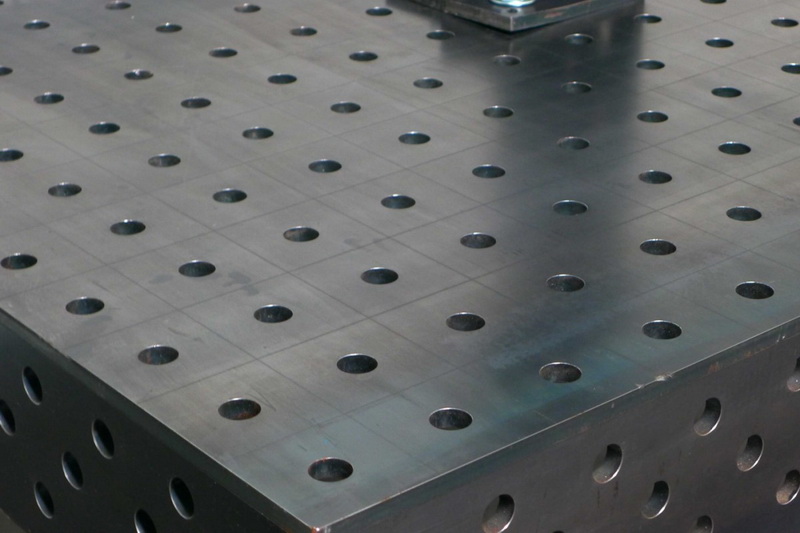
Сварочный стол на регулируемых опорах с перфорированной столешницей
Эту модель можно назвать сборочно-сварочным столом, поскольку перфорация столешницы позволяет закрепить на его поверхности множество различных приспособлений, облегчающих монтаж. Такое изделие применимо также для столярных работ, гибки дерева или металла по шаблону, ремонта и так далее.
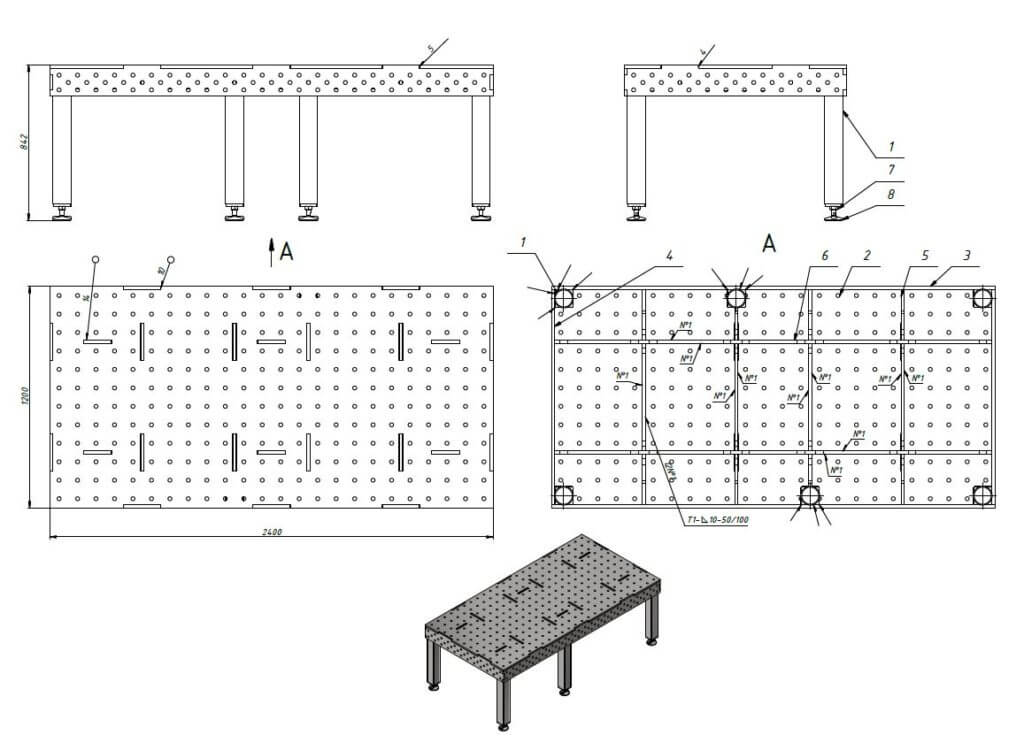

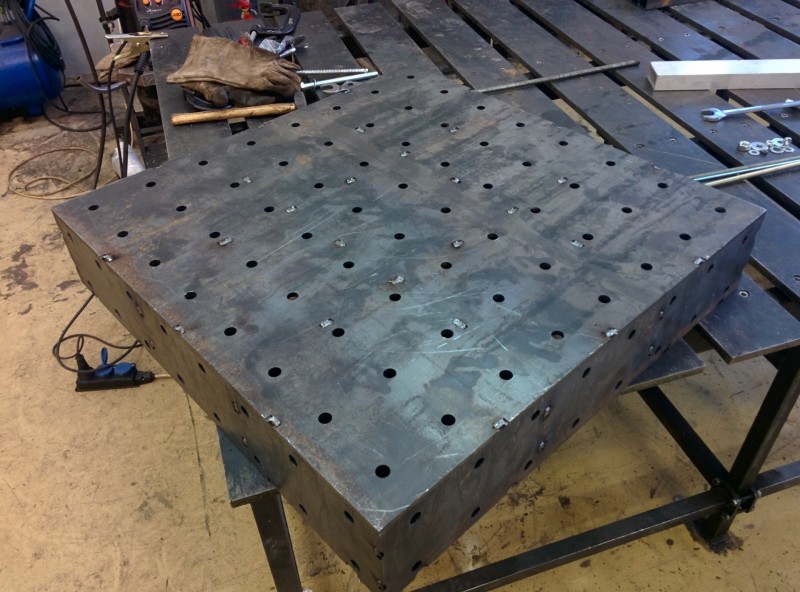
Модификация модели с немного другими размерами
Опорой для металлической перфорированной столешницы, имеющей толщину 3 мм и более и шаг отверстий по сетке хотя бы 100х100 мм. Диаметр отверстий – 10…25 мм, в зависимости от способа креплений деталей и размера используемых приспособлений (струбцин). В перфорированном листе выполняются пазы шириной 10 мм для установки усиливающих пластин с тыльной стороны и крепления бортиков.
Для этой модели используются стандартные регулируемые ножки, способные выдержать требуемую нагрузку. При выборе мебельных регулируемых ножек необходимо убедиться в достаточном шаге резьбы на регулирующей опоре и прочности изделия в целом.

Примеры использования стола для сварочных работ с перфорированной столешницей
Раскладной сварочный стол с дополнительными деталями
Если предыдущие модели было несложно сделать самостоятельно, эта конструкция потребует хороших навыков сварщика и монтажника, зато и удобства в процессе работы обеспечит гораздо больше, чем стандартные столы для сварки.

Основная часть изделия практически не отличается от представленного первым варианта. Здесь также использованы массивные стойки и обвязка из профилированной трубы, но внизу добавлена нижняя обвязка, служащая опорой для полки. А вот боковые элементы интереснее.
С помощью петель к передней и задней кромке столешницы крепятся откидные детали, собранные из трубы с гораздо большим промежутком между элементами, чем в основной столешнице. В рабочем (поднятом) положении эти панели удерживаются П-образными подставками, закрепленными на стойках стола с помощью вращающейся оси.
Вынесенная справа дополнительная полка, усиленная раскосами, имеет колесики усиленной конструкции. С их помощью стол можно транспортировать, приподняв противоположный край.
Как изготовить такую конструкцию, можно посмотреть на видео.
Требования к помещению
Стол для сварки изготавливается из металла, что позволяет использовать его как «массу» для сварочного аппарата: достаточно подключить соответствующую клемму на сам стол, и можно работать с аппаратом, не меняя ее. Металл обеспечит долговечность, безопасность и сохранение геометрических размеров конструкции.
Высота стола должна быть 760-900 мм, периметр примерно 0,8 м на 1 метр, но для домашней мастерской можно подобрать оптимальные размеры самостоятельно. Не стоит делать стол слишком низким, так как чрезмерный наклон спины будет приводить к утомляемости и болям в позвоночнике.
Масса стола должна составлять 180-200 кг, благодаря чему он обладает повышенной устойчивостью. В качестве материала подойдет любой стальной прокат: уголок, швеллер, двутавр, профильная труба.

Перед решением об установке сварочного стола следует провести подготовку мастерской к активной работе. Для этого требуется:
- Оборудовать вентиляционную вытяжку принудительного типа (с использованием улиточного вентилятора), чтобы обеспечить отвод сварных газов и серы на улицу. Вентилятор устанавливается на расстоянии 150-200 мм выше столешницы.
- Подготовить места крепления стола к полу. Лучше всего это делать анкерными болтами.
- Проверить надежность электропроводки. Применение сварочного аппарата вызывает повышенную нагрузку на электропроводку, что может привести к затруднениям при проведении сварки или даже замыканиям и возгораниям.
- Вся электропроводка должна быть выполнена из провода сечением не менее 25мм2, оснащена надежным заземлением, а стыки заизолированы. Кроме того, розетка, в которую будет подключен аппарат, не должна иметь повреждений.
- Установить систему освещения рабочей зоны. Для этого применяется понижающий трансформатор, обеспечивающий понижение напряжения до рекомендованных 36 В. Лампы освещения должны быть установлены так, чтобы избежать появления бликов, мешающих работе сварщика.
- Проверить пожарную безопасность. В зоне сварных работ не должно быть газовых баллонов, горючих веществ и жидкостей. Если в столе оборудованы отсеки для хранения инструмента, там также должны отсутствовать предметы, подверженные воспламенению. Отделка рабочей зоны может производиться как асбестовой тканью, так и современными материалами: базальтокартоном или Суперсилом. Зона повышенной пожарной опасности составляет примерно 1,5 м от краев стола.

Основные требования
Базовые требования – прочность, изготовление из негорючих и стойких к термическому воздействию материалов – дополняются запросами, связанными с характером работы сварщика.
Так, среди возможных нюансов, требующих изготовления сварочного , могут быть:
- определенная высота столешницы. Большинство мастеров работают стоя, но при этом разница в росте или привычка выполнять некоторые операции сидя могут повлиять на необходимость увеличить/уменьшить стандартную высоту, равную 650…800 мм;
- размеры столешницы. В зависимости от того, какого размера детали свариваются, может хватить столика размерами 60х60 см, а может оказаться слишком маленьким габарит 2х1,5 м;
- нагрузочная способность. Она касается не только допустимой нагрузки на опоры стола (ножек для небольших изделий обычно четыре, для крупных – шесть или восемь), но и распределенной нагрузки на столешницу. Выполнять ее из тонкого листа приемлемо только для работы с небольшими легкими деталями, но для сварочного агрегата в этом случае потребуется усиленная зона-подставка. Оптимальный вариант – создание столешницы из слоистых конструкций или профильной трубы большого сечения;
- мобильность. В некоторых случаях требуется возможность перемещать сварочный стол в пределах помещения или выкатывать его на улицу. В таких моделях очень пригодятся колесики с обязательным стопором;
- наличие дополнительных элементов конструкции. В роли таких дополнений могут выступать полки, подвесы для инструментов, ящики для расходных материалов, ограждающие щитки, направленные светильники, вытяжки и так далее;
Конкретную модификацию сварочного стола мастер определяет самостоятельно, исходя из потребностей и особенностей рабочего процесса.
Основные виды сварочных столов
В наши дни представлен широкий ассортимент оборудования для сварки. Касается это и сварочных столов. На рынке легко найти как простейшие модели небольшого размера с минимумом функций, так и сложные конструкции, подходящие для сварки и дальнейшей сборки изделий.

К основным типам сварочных столов относят стандартные, поворотные и полупрофессиональные с механизированными функциями.
Стандартные.
Название говорит само за себя. Это обычные верстаки с ровной поверхностью из металла и специальными кронштейнами, которые необходимы для сгибания прутка. Конструкция настолько простая, что сделать ее можно и своими руками. Чтобы надежно закрепить деталь любого размера, используют дополнительные приспособления – струбцины и тиски. Для освещения рабочего места и вентиляции здесь нужно отдельное оборудование.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Полупрофессиональные.
От стандартных полупрофессиональные сварочные столы отличаются дополнительными функциями. В частности, рабочие места могут содержать приспособления для шлифовки, сверления, заточки и других операций. Модели попроще обязательно имеют хотя бы пространство для установки оборудования. Далее рассмотрим эту разновидность столов более подробно.
Поворотные.
Такие конструкции считаются самыми сложными, поскольку дают возможность подстраиваться под рабочий процесс и разворачивать стол вокруг оси или под любым углом. Без поворотных моделей не обойтись, если предстоит работать с большими или неровными деталями. Закрепить заготовку на поверхности такого стола очень легко, так как он имеет желоб с регулируемыми размерами, а возможность вращения еще больше упрощает мастеру задачу.
Инструкция изготовления сварочного стола своими руками
Верхняя крышка будет изготавливаться для сварочного стола из профильной трубы, с сечением 0.5 на 0.5 см. у края и 0.3 на 0.3 см на внешней стороне. Разрезать трубу лучше болгаркой. Приготовленные части скрепляют с помощью сварочного аппарата. Окантовка крышки будет из профиля 0.5 на 0.5 см. прямоугольной формы

Внутренняя часть закладывается профилем 0.3 на 0.3 см. Трубы прикрепляются сваркой таким образом, что получается решетка, швы зачищаются.

Далее делаем ножки, их можно смастерить из трубы 0,25 на 0,25 см. Всего нужно нарезать 4 штуки, далее привариваем их к основанию стола. Чтобы было легче понять, что и как делать, для наглядности посмотрите фото сварочного стола.
Для дополнительной жесткости делаем пояс по периметру стола, на высоте 30-40 см от пола. Это необходимо, чтобы при работе стол прочно стоял и не шатался.


Колеса для более удобной транспортировки сварочного стола. Достаточно будет всего 2 колесика, которые можно взять от старой тележки.

Место для хранения инструментов. Нишу рекомендуется изготавливать из ДСП или фанеры. По желанию можно применить металлический лист. Прикрепляется ниша внизу стола.

Кожух для мусора делается из металлических листов, любой толщины.
Готовый стол для сварки по желанию можно покрасить специальной краской для металла.

Рядом с рабочим столом обязательно должна находиться емкость с водой, ведь работа со сваркой огнеопасная. Также поверхность пола рядом со сварочным столом, на расстоянии 1.5 метров, должна покрыта негорючим материалом.
 Если соблюдать инструкцию, как сделать сварочный стол и применять данные советы на деле, то у вас все получится.
Если соблюдать инструкцию, как сделать сварочный стол и применять данные советы на деле, то у вас все получится.

Похожие записи:
 Деревянные качели своими руками: пошаговая инструкция по созданию + фото и видео
Деревянные качели своими руками: пошаговая инструкция по созданию + фото и видео
 Как быстро в микроволновке запечь свеклу?
Как быстро в микроволновке запечь свеклу?
 Самодельный зажим «третья рука» для пайки. часть первая
Самодельный зажим «третья рука» для пайки. часть первая
 Шашлык из шампиньонов на мангале + 6 вкусных рецептов маринада для грибов
Шашлык из шампиньонов на мангале + 6 вкусных рецептов маринада для грибов
 Линейка филлеров для контурной пластики рестилайн
Линейка филлеров для контурной пластики рестилайн
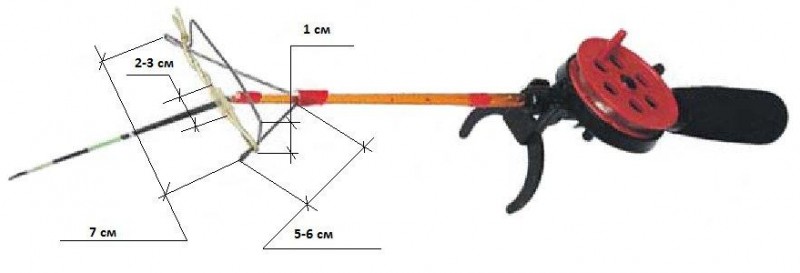 Уловистый самодельный кивок арбалет для зимней рыбалки: всё гениально и просто!
Уловистый самодельный кивок арбалет для зимней рыбалки: всё гениально и просто!